
Как правильно варить сваркой вертикальный шов видео. Вертикальный шов как варить
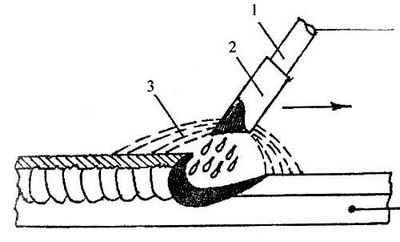
Как правильно сваривать вертикальный шов видео
Как варить вертикальный шов электросваркой.




















Сварочные работы или как правильно класть вертикальный шов
Технология ручной дуговой сварки
Ручная сварка вертикальных швов
Сварка швов в вертикальном положении значительно труднее сварки в нижнем положении, так как расплавленный металл стремится вытечь из сварочной ванны. Для уменьшения объема жидкого металла в ванне при сварке вертикальных швов силу сварочного тока уменьшают на 10—15% по сравнению со сваркой в нижнем положении. Сварка ведется обязательно короткой дугой, что способствует лучшему переходу расплавленного металла электрода в жидкую ванну. Чтобы избежать вытекания наплавляемого металла из сварочной ванны, рекомендуется относительно быстро вести электрод от середины шва в сторону и вверх. Это способствует быстрому формированию шва.
Существует два способа сварки вертикальных швов: «снизу вверх» и «сверху вниз». Наиболее употребителен первый способ.
Фиг.52.Сварка угловых швов в "лодочку"
Сварка способом «сверху вниз» применяется при соединении, главным образом, тонких листов. При выполнении вертикальных швов «сверху вниз» не получается полного провара.
Техника сварки вертикальных швов «снизу вверх» заключается в следующем. Прежде всего необходимо правильно расположить электрод относительно плоскости шва. При сварке электродом с тонким покрытием (фиг. 53, а ) угол наклона берется в пределах 15—20°, при сварке толстопокрытыми электродами (фиг. 53, б) наклон электрода к горизонтальной линии должен составлять около 45—50°. Такой большой наклон электрода с толстым покрытием необходим для обеспечения более легкого стекания шлака из ванны и для поддержания расплавленного металла.
Дуга зажигается в наиболее низком месте шва, и после образования ванны с расплавленным металлом конец электрода при возможно короткой дуге отводится в сторону вправо или влево и несколько вверх. При этом движении электрода дается возможность расплавленным частицам металла быстро застывать и образовывать своеобразный порог, необходимый для задержания последующих капель расплавляемого металла. Движения электрода повторяются, и наплавляемый металл принимает форму шва. На вертикальных швах чешуйки выражены более резко, и по этому признаку вертикальные швы отличаются от нижних.
Фиг.53. Фиг.54.Положение электордов при сварке вертикальных швов методом "снизу вверх"; "сверху вниз"
При сварке вертикальных швов «сверху вниз» электрод располагается перпендикулярно к свариваемой поверхности. После возбуждения дуги и образования первых капель расплавленного металла электрод наклоняют книзу (фиг. 54), продолжая одновременно расплавлять основной металл. Постепенно подавая электрод и поддерживая короткую дугу, необходимо концом электрода препятствовать стеканию металла, а отводом его в сторону и вниз способствовать застыванию наплавленных капель и образованию шва.
При обоих способах выполнения вертикальных швов электроду необходимо сообщать поперечные колебательные движения. При этом надо подбирать такой путь электрода, при котором передвижение вдоль шва происходило бы без длительной концентрации тепла в одном каком-нибудь месте.
При сварке «сверху вниз» для уменьшения размеров ванны с расплавленным металлом силу сварочного тока и диаметр электрода следует назначать несколько меньшими, чем при сварке «снизу вверх». При выполнении вертикальных стыковых швов с V-образной и Х-образной разделками кромок, а также валиковых швов, последовательность сварки, многослойность, провар вершины угла производят аналогично сварке нижних швов.
Возвращайте деньги за свои покупки в интернете! Время экономить:
Режимы сварки; горизонтальные, вертикальные и потолочные швы
Запись создана: 29.10.2014 20:18:07
Все параметры режима сварки можно разделить на основные и дополнительные. Основные параметры - это величина и полярность тока, диаметр электрода, напряжение на дуге, скорость сварки. Дополнительные параметры — состав и толщина покрытия электрода, положение электрода и положение изделия.
Сварочный ток. Увеличение его вызывает (при одинаковой скорости сварки) рост глубины проплавления (провара), что объясняется изменением погонной энергии (теплоты, приходящейся на единицу длины шва) и частично изменением давления, оказываемого столбом дуги на поверхность сварочной ванны.
Род и полярность тока также влияют на форму и размеры шва. При сварке постоянным током обратной полярности глубина провара на 40—50% больше, чем постоянным током прямой полярности, что объясняется различным количеством теплоты, выделяющейся на аноде и катоде. При сварке переменным током глубина провара на 15—20% меньше, чем при сварке постоянным током обратной полярности.
Диаметр электрода выбирают в зависимости от толщины свариваемого металла, положения, в котором выполняется сварка, а также от вида соединения и формы подготовленных кромок под сварку. При сварке встык листов стали толщиной до 4 мм в нижнем положении диаметр электрода обычно берется равным толщине свариваемого металла. При сварке стали большей толщины используют электроды диаметром 4—6 мм при условии обеспечения полного провара соединяемых деталей и правильного формирования шва.
Напряжение определяет, главным образом, ширину шва. На глубину провара напряжение оказывает весьма незначительное влияние. Если при увеличении напряжения скорость сварки увеличить, ширина шва уменьшится.
Сила тока в основном зависит от диаметра электрода, а также от длины его рабочей части, состава покрытия, положения сварки. Чем больше ток, тем выше производительность, т. е. больше наплавляется металла.
Однако при чрезмерном для данного диаметра электрода токе электрод быстро нагревается выше допустимого предела, что приводит к снижению качества шва и повышенному разбрызгиванию.
Режимы сварки стыковых соединений без скоса кромок:
Диаметр электрода, мм
Дополнение. Значения величины тока уточняются по данным паспорта электродов.
Горизонтальные, вертикальные и потолочные швы.
Выполнение указанных швов потребует определенных навыков. Существует очень большая вероятность вытекания расплав ленного металла, падение капель. Чтобы этого не происходило, сварку надо производить очень короткой дугой. Кроме этого будут необходимы и поперечные колебания электрода.
Что может удержать слой расплавленного металла в сварочной ванне? Только сила поверхностного натяжения. Употребим и термин «пленка поверхностного натяжения». И чем тоньше будет масса, тем больше вероятности, что она будет удержана силой (пленкой) поверхностного натяжения. Достичь этого можно следующим приемом: конец электрода надо периодически отводить в сторону от ванны, давая возможность расплавленному металлу частично закристаллизоваться. Далее - применяется пониженный ток (на 10 или 20%) и электроды меньшего диаметра. Все это даст уменьшение ширины сварочного валика. Для потолочных швов оптимальными являются электроды с диаметром 4 мм, для горизонтальных (включая и вертикальные) швов берутся электроды с диаметром 5 мм.
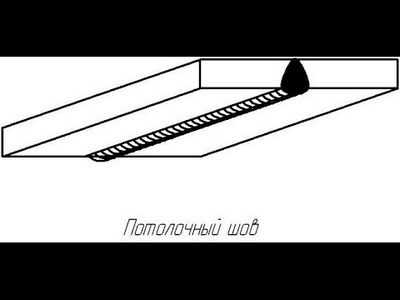
Потолочный шов. Самый сложный. Сварку выполняют периодическими короткими замыканиями конца электрода на сварочную ванну, во время которых металл сварочной ванны частично кристаллизуется, что уменьшает объем сварочной ванны. В то же время расплавленный электродный металл вносится в сварочную ванну. При удлинении дуги образуются подрезы. При сварке этих швов создаются неблагоприятные условия для выделения шлаков и газов из расплавленного металла сварочной ванны.
Вертикальный шов может быть выполнен двумя способами — на спуск и на подъем. Предпочтительнее сварка на подъем. В этом случае нижележащий, уже частично закристаллизовавшийся, металл удерживает находящийся выше (у электрода) расплавленный металл. При данном способе удобно проваривать корень шва и кромок. Объясняется это тем, что расплавленный металл с электрода будет стекать в сварочную ванну. Единственный недостаток данного способа — поверхность шва будет покрыта грубой чешуей.
Сварка на спуск легче, но будет труднее получить качественный провар места соединения деталей. Дело в том, что расплавленный металл и шлак будут подтекать под дугу и удерживаться могут только силой поверхностного натяжения и силой действующей дуги. Но эти две силы могут быть недостаточными и расплавленный металл потечет.
Горизонтальный шов более сложен в исполнении, чем вертикальный. Причина — отекание расплавленного металла из сварочной ванны на нижнюю кромку. В результате возможно образование подреза по верхней кромке. При сварке металла повышенной толщины обычно делают скос только одной верхней кромки, нижняя помогает удерживать расплавленный металл в сварочной ванне. Сварка горизонтальных угловых швов в нахлесточных соединениях не вызывает трудностей и по технике не отличается от сварки в нижнем положении.
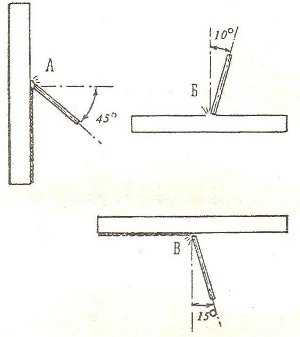 Рис. 1 Угол наклона электрода при сварке: А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке
Рис. 1 Угол наклона электрода при сварке: А — угол при вертикальной сварке; Б — угол при горизонтальной сварке; В — угол при потолочной сварке
Другие статьи раздела "Советы мастеру":
Источники: http://tv-show-best.ru/video/Q0k0TFhpWkY1YlU%3D, http://www.prosvarky.ru/techniguewelding/technology/9.html, http://sam-stroy.info/delajsam/sovety/1414603087.htm
Комментариев пока нет!kak-delat-pravilno.ru
Как правильно варить вертикальный шов электросваркой 4
Совет 1: Как варить электросваркой в домашних условиях
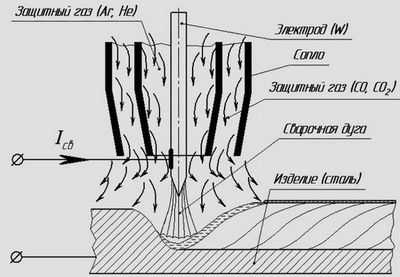
Процесс электросварки происходит следующим образом. К специальному сварочному электроду и свариваемому предмету для образования и постоянного поддержания так называемой «сварочной дуги» подводится переменный источник сварочного тока. Этим источником может быть как обыкновенная домашняя розетка, так и электрогенератор. Под воздействием тока дуга накаляет металлический стержень электрода, после чего он переходит в сварочную ванну и расплавляет металлическую поверхность предметов, которые необходимо соединить.

Чтобы варить электросваркой правильно, необходимо выбрать режим Глубина, на которую плавится металл свариваемого изделия, в профессиональном обиходе называется глубиной проплавления. Она находится в прямой зависимости от многих параметров, в том числе – от выбранного режима сварки. Но чтобы научиться варить электросваркой, также необходимо принимать во внимание силу сварочного тока, диаметра электрода, скорость перемещения сварочной дуги по поверхности металлического изделия. Вся сложность заключается в том, что эти параметры необходимо контролировать визуально.

Еще один очень важный параметр при работе электросваркой – размеры сварочной ванны. Как правило, ее глубина находятся в пределах до 7 мм, ширина – до 15 мм. Длина сварочной ванны может доходить до 30 мм. Принимать во внимание параметры сварочной ванны необходимо для того, чтобы знать долю участия основного металла в формировании шва. Она может колебаться от 15 до 35 процентов.Научиться варить электросваркой не так и сложно!

При любом режиме электросварки необходимо учитывать расстояние, разделяющее активное пятно на расплавленной поверхности электрода, от второго активного пятна дуги. Оно будет находиться на поверхности сварочной ванны и называется длиной дуги. Вокруг нее образуется особая газовая атмосфера, которая вытесняет воздух из зоны сварки и блокирует его контакт с расплавленным металлом. За счет этого и происходит скрепление поверхностей.

Чтобы варить электросваркой правильно, необходимо постоянно следить за образующейся шлаковой коркой. Она должна быть ровной, хорошо затвердевшей и не слишком выступающей. Шлаковая корка служит своего рода защитой сварочного шва, а значит, обеспечивая прочность самих свариваемых изделий.

Совет 2: Как варить электросваркой
Как правильно и качественно варить вертикальный шов электросваркой
Очень часто необходимо произвести сварку различных металлических частей и фрагментов деталей. Есть несколько методов, которые помогут добиться поставленной задачи, но гораздо чаще остальных применяется электросварка.
Сварка неплавящимся электродом.
Основы метода электросварки
Основан этот метод на образовании электрической дуги. Дуга в месте соприкосновения с металлом образует углубление. Это углубление заполняется расплавленным металлом, получающимся вследствие сгорания электрода. В процессе его продвижения по свариваемой поверхности ее края нагреваются и расплавляются, образуя единую структуру с металлом электрода.
Самодельный сварочный аппарат для сварки на постоянном токе.
Немаловажным фактором в электрической сварке является сила тока. Если она не будет иметь достаточных параметров, то дуга будет все время гаснуть, а электрод прилипать к свариваемой поверхности. Требуемая сила тока должна зависеть от применяемого аппарата. Если используется инверторный аппарат, то требуемый показатель должен варьироваться в диапазоне от 80-100 А. С применением аппарата трансформаторного типа диапазон должен быть в пределах 35-55 А.
Электроды для работы следует подбирать с учетом их химической структуры и структуры поверхности обработки. Существует несколько типов такого металла: сталь, нержавеющая сталь, алюминий. Все электроды имеют соответствующую маркировку, которая позволяет сделать их правильный подбор. При использовании в работах электрического сварочного аппарата нужно помнить, что диаметр электродов должен подбираться относительно толщины обрабатываемого материала.
Сварка вертикального шва
Перед началом работ необходимо определиться с тем, какой шов требуется выполнить. Существует несколько основных типов швов:
- Сварка плоских листовых соединений.
- Вертикальный шов.
- Угловое сварочное соединение.
- Сварка трубчатых соединений.
Во время выполнения вертикальной сварки и получения четкого и ровного шва должна соблюдаться схема процесса. Для этого подготовленные детали должны быть четко зафиксированы. С помощью прихваток необходимо скрепить их по краям в 3-4 местах. К деталям требуется закрепить массу с помощью зажима. Наклон электрода должен составлять 70-75° относительно поверхности.
Для того чтобы правильно варить вертикальный шов электросваркой, необходимо периодически производить вращательные движения, которые помогут сгребать расплавляющийся металл в точку соединения 2 деталей. Окончание электрода должно находиться точно в середине шва. Процесс сварки нужно вести снизу вверх, прилепляя каплю за каплей. Это поможет постепенно заливать зазор расплавленной электродной проволокой.
Соблюдение правильного угла позволит равномерно стекать расплавленной электродной проволоке. Чем более равномерно будет она стекать, тем ровнее и качественнее получится шов.
После того как поверхность шва остынет, с помощью молотка необходимо отбить шлак с поверхности деталей. Он образуется в процессе работы от продуктов горения металла. Шов готов, но чем чаще будут производиться сварочные работы, тем более аккуратным и качественным будет он получаться.
Окончание работ
После того как будет завершена сварка и произведена зачистка поверхностей деталей от шлака, застывших наплывов и окалины, требуется провести осмотр полученных соединений. Контрольный осмотр должен проводиться на наличие обнаружения прожогов металла, трещин, кратеров или получившихся пор. Если они присутствуют, то это будет свидетельствовать о некачественно выполненной работе.
Если обнаружены некачественные швы, необходимо сразу, не дожидаясь разлома, провести реставрацию шва. Для этого необходимо тщательно зачистить всю поверхность с помощью напильника и металлической щетки. Затем произвести ее ремонт. Реставрация должна проводиться только в тех местах, в которых был обнаружен брак. Не надо переваривать поверхность полностью.
Во время проведения работ нельзя забывать и о технике безопасности.
Весь процесс нужно выполнять в замшевых перчатках, на которые следует надеть грубые рукавицы. Обязательно наличие маски сварщика, кирзовых ботинок и брезентовой робы.
Рядом должен находиться огнетушитель, песок или емкость с водой. При соблюдении всех вышеперечисленных правил сварочных работ можно добиться получения высококачественного шва, который не позволит привести к разлому готовой конструкции.
При выполнении сварных соединений из тонкого металла основная сложность для новичков заключается в подборе сварочного тока. При некоторых значениях тока металл расплавляется насквозь, и получаются дыры. Если ток уменьшить, то электрод прилипает к металлу и дуга не горит. И трудно найти такой ток. при котором не получались бы дыры, но при этом устойчиво горела дуга и не прилипал электрод.
(Для таких ситуаций в инверторах есть импульсный режим, но данная статья о том, что делать, когда такого режима нет.)

В этой ситуации я использую технику выполнения шва с разрывом дуги. При использовании такой техники я держу дугу не постоянно, а использую некоторые интервалы времени для того, чтобы металл мог остыть. Кроме того, имеют значение поперечные движения, с помощью которых я выполняю такой шов.
Очень интересная ситуация получается при выполнении таким способом вертикального шва. Слои жидкого металла ложатся один на другой и в некоторой степени растекается по поверхности предыдущего слоя. Это позволяет сваривать детали даже с зазором, т.к. слои наплавляемого металла, растекаясь, сплавляются с кромками детали.

Фото 1. Зазоры между деталями.
Вы представляете мощь этого приёма? С его помощью можно выполнять вертикальные швы и в нижнем положении, соединять детали из тонкого металла и даже с зазором!

Фото 2. Вертикальный шов, заполнивший зазоры.
К сожалению, словесное описание процесса сварки не может полностью передать все тонкости этого дела, поэтому, я снял специальное видео на эту тему и решил приложить в качестве бонуса к видеокурсу «Электросварка своими руками». Кроме того, это видео сделано в процессе реальной работы, поэтому, вы сможете узнать из него некоторые другие особенности создания сварных конструкций на практике .
В принципе, с некоторыми коррективами этот приём можно использовать и для выполнения потолочных швов, но об этом как-нибудь в другой раз.
Владик почти прав. РЦ это значит что электрод покрыт рутило-целюлезной обмазкой ,но есть электроды гораздо лучше их это целюлезные без рутила ими то и можно не только с низу верх. а и с верху вниз именно всего таких видов электродов около 6 #8212; 7 видов отечественых и аналоги зарубежных. найти которые можно в большгей степени только в спец. магазинах. а вот и они ВСЦ, ВСЦ-1 ,ОМА-2 ,ЦЦ. ВСП-1 зарубежные 7018 6010 и.т.д. так вот
Здравствуйте Михаил!Очень понравились все серии видео.Спасибо за Ваш труд!Но хотелось бы воочью посмотреть видео с объяснением почему в процессе сварки на шве обраэуются кратеры залитые флюсом и ошибки приводящие к этому дефекту.Зарание СПАСИБО!
Сварщик я начинающий, но т.к. достать мне проф. 25 квадрата проще, тренируюсь на нём, метал тонкий, электроды 3 ок46, что имею. Сваривать научился в стык горизонтальный шов, и с зазором до 1,5мм так же горизонтальный, ток 50-60А. Шов не очень красивый получается, но и уже без дыр.
Конечно, на столе красиво. А на вытянутых руках? Короткими стежками просто полуавтоматом, там шлака нет. Берем, к примеру, АНО21. Сделали точку, подождали, обстучали шлак и дальше так-же?
такое нужно варить не более 45 А обратным током,электрод 1,6 #8212; 2 мм если тонкое железо, на фотках шов нормальный 😉
А если варить с верху в низ электродами с РЦ покрытием,то шов будет ещё глаже и красивее.Варть можно электродом тройкой на 80-90А.
Источники: http://www.kakprosto.ru/kak-3005-kak-varit-elektrosvarkoy-v-domashnih-usloviyah, http://teremguru.ru/kovka/process/4181-kak-pravilno-i-kachestvenno-varit-vertikalnyj-shov.html, http://www.elektrosvarka-blog.ru/tonkij-metall-vertikalnyj-shov/
Комментариев пока нет!
kakdelat-pravilno.ru
Как правильно варить сваркой вертикальный шов видео
Новости
Где купить объектив на телефонМногие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Архивы Другая работа - Страница 2 из 26 - Где заработать деньги Решение эстетических проблем Большинство полученных при рождении или приобретенных в течение жизни зубных дефектов поддается исправлению. Для этого требуется ортопедическая терапия. Произвести установкуОрнаментальная кладка Во многих монументальных зданиях того времени единственным строительным материалом для стен, перекрытий и декоративной узорной кладки был кирпич; штукатурка и облицовка не применялись. ОрнаментальнаяАнглийский той терьерАнглийский той терьер относится к маленьким собакам. Сегодня нет достоверных сведений о происхождении породы маленьких собак английский той терьер . По официальной версии эта порода маленьких собак произошлаДва пенька Необычная идея возникла у одних разработчиков. Ребята взяли актеров в свою картину настоящих пеньков, которые очень любят собирать звездочки в лесу. Звездочки будут выполнены в желтом цвете, всего ихДоборные элементы кровельные Цены Адреса и телефоны Основных поставщиков Мониторинг цен Доборные элементы купить в городе Екатеринбург . Отправьте Заявку всем поставщикам выбранного Вами Региона! Уже через 5 минут Вы получите несколько предложений по цене и срокам поставки. НеКорпорация Тяньши (Tiens) в России Тот, кто утверждает, что диета это скучно, сложно и мучительно, просто не знает, что существует веселая и красивая цветная диета для похудения, очищения и оздоровления. С точки зрения правильного питанияЭтикетировочное оборудование: машины и автоматы Удивительно- как много надо всяких мелочей при открытии своего предприятия. Если Вы производите соки, воду или что-то похожее - Вам нужны этикетки и способ их крепления. Есть и такая площадка, где представленаВальцовка металла Уже на протяжении нескольких десятков лет, для придания металлическому, резиновому или пластмассовому изделию цилиндрической формы применяется технология вальцовки. Заключается она в том, что с помощьюТумбы инструментальные Тумбочка своими руками довольно часто изготавливается, но это понятие является весьма многообразным. В качестве данного предмета мебели может выступить изделие, которое будет стоять у кровати, другойk-svarka.com










