
Как правильно варить современным инверторным сварочным аппаратом? Сварщики чем варят
Что можно варить электросваркой
Практически каждому человеку приходится сталкиваться с использованием сварки. Сварочный аппарат является необходимой вещью для решения бытовых проблем. Правильно варить не получается с первого раза – это факт. Поэтому для того, чтобы можно было сваривать металл у себя дома, нужно знать основные принципы работы с электросваркой и знать, что ею можно сваривать.
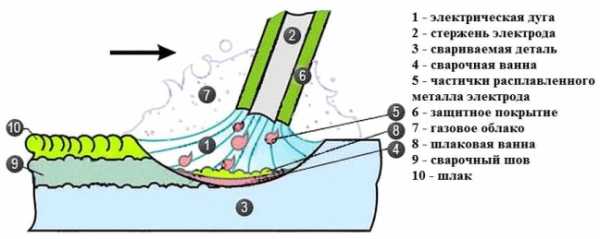
Для сваривания в быту можно использовать любой сварочный аппарат с максимальным сварочным током 160 Ампер. Принцип работы электросварки заключается в том, что при его работе возбуждается электрическая дуга между поверхностью свариваемого металла и электродом.
Правильно сваривать электро сваркой у Вас получится только в том случае, если Вы будете соблюдать простейшие правила зажигания сварочной дуги. К свариваемой детали крепится один из проводов, который идет от трансформатора и называется «массой». Другой провод со вставленным электродом в электродный держатель подносится к месту сваривания и с помощью прикосновения возбуждается электрическая дуга.
Для того чтобы правильно производить сваривание электрической сваркой, нужно обеспечить стабильное горение сварочной дуги. Этого можно достичь правильно подобрав оптимальное расстояние между сварочным электродом и свариваемой деталью. Обычно сварочная дуга прекрасно горит на расстоянии 2 – 6 миллиметров. Под влиянием температуры металл сварочного электрода расплавляется и заполняет углубление, которое образовалось в результате воздействия дуги на металл. Передвигая электрод вдоль шва, сварщик заполняет это место раскаленным металлом. Важной составляющей сваривания является выбор присадочного электрода.
При сварке электросваркой нужно ориентироваться на вид и состав свариваемого металла. Для электрической сварки применяются стальные, медные, чугунные, медные и латунные электроды. Для сваривания углеродистых, конструкционных и малоуглеродистых сталей применяются электроды марок : 342, 360, 385, 332, 338, 385, 370 и другие.
В маркировке таких электродов используется индекс, который обозначает вязкость сварочного шва, а цифры, стоящие после него – твердость металла. Основным требованием при подборе сварочных электродов для сварки электрическим сварочным аппаратом является соответствие толщине металла.
Правильно производить сваривание электросваркой поможет поддержание электрода в правильном положении. Угол электрода по отношению к сварочному шву должен составлять приблизительно 75 градусов в направлении электрической дуги. При возникновении дуги нужно использовать метод чирканья и метод подъема. В первом случае нужно кончиком электрода сделать движение похожее по манере зажигания спички, а в случае поджога ведется по шву.
Второй метод заключается в постукивании и подъеме сварочного электрода при возникновении сварочной дуги. Электрической сваркой можно производить сваривание всех металлов, для которых существуют соответствующие сварочные электроды. Исключением являются очень тонкие металлы, например фольга.
3g-svarka.ru
доступные способы сваривать, чем лучше, как дома, чем тонкую
Главная страница » О сварке » Сварка нержавейки » Чем варят нержавейку: выбирайте способ по возможностям
Нержавеющая сталь имеет широкое применение во многих сферах благодаря отличным техническим характеристикам:
- высокая стойкость к окислению;
- долговечность использования конструкций из нержавейки;
- прочность;
- эстетичность готового изделия;
- простота обработки различными способами.
Самым эффективным методом работы с коррозионностойкими сталями является сварка.
О том, чем варить нержавеющую сталь при решении определенных задач, будет проанализировано в данной статье.

Особенности
Нержавейка обладает некоторыми особенностями, которые могут оказать значительное влияние на сварочный процесс:
- Линейное расширение и усадка материала. При нагреве изделия из нержавеющих сталей «расширяются», при охлаждении — «сужаются».
- Величина теплопроводимости нержавейки практически в два раза меньше, чем у других материалов. Поэтому при её сваривании следует уменьшать силу тока на 15-20%.
- Коррозинностойкие стали обладают достаточно высоким электрическим сопротивлением. Поэтому для сварки нержавейки рекомендуется использовать только специальные электроды.
- При неправильном выборе сварочного режима или подборе неподходящего аппарата, нержавейка может потерять свои антикоррозийные свойства. Происходит это следующим образом: при нагреве изделия до температуры свыше 500°С, на металле по краю образуется карбид хрома и железа. Это и приводит к окислению. Для предотвращения образования ржавчины следует быстро охлаждать конструкции различными способами.
Способы
Сваривание конструкций из нержавеющих сталей может проводиться несколькими методами. О том, чем сваривать нержавейку мы расскажем далее.
Ручная дуговая сварка покрытыми электродами
Одним из наиболее распространенных методов является ручное дуговое сваривание с помощью покрытых электродов. Востребованность такой сварки обусловлена тем, что в результате исполнитель получит качественный сварной шов. Когда к соединению не предъявляется каких-либо особых требований, то данный метод будет лучшим решением, нет причин искать альтернативу.

Подбор электрода выполняется в соответствии с маркой основного металла. Расходник должен иметь оптимальный состав обмазки. На рынке присутствует большое разнообразие сварочных материалов, применяющихся для работы с коррозионностойкими сталями. Полный перечень представлен здесь. Сваривание, чаще всего производится на постоянном токе обратной полярности.
Видео
В ролике без подробных разъяснений показано крупным планом, как происходит сварочный процесс.
Вольфрамовыми электродами
 Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Исполнителям, которые ещё не определились чем варить нержавейку 1 мм., подойдет следующий метод. Сварка нержавейки также может проводиться с помощью вольфрамовых электродов в защитной среде газов.
Данный метод применяется для работы с тонким металлом, когда к соединению предъявляются повышенные требования по надежности. Также шов должен соответствовать особым условиям.
Вольфрамовые стержни помимо этого отлично подойдут для сваривания нержавеющих труб, применяющихся для транспортировки жидкостей. В таком случае процесс осуществляется в среде аргона, с применением постоянного тока прямой полярности.
Видео
В ролике наглядно показан процесс TIG-сварки трубы.
Более подробная информация о сварке коррозионностойких сталей различными видами прутков представлена в статье «Сварка нержавейки электродами».
О том, чем сварить нержавейку, за исключением электродов, будет рассказано далее.
Полуавтоматическая сварка в аргоне
Полуавтоматическая сварка в аргоне применяется, чтобы получить качественное соединение и добиться высокой производительности. Для этого следует использовать сварочные полуавтоматы. Нержавеющая проволока для данного метода сваривания производится в соответствии с нормами ГОСта.

Выделяют несколько видов проволоки: универсальная, легированная, омедненная, с флюсом, порошковая, стальная или алюминиевая.
Сварочный процесс начинается с предварительной подготовки. Исполнителю нужно настроить режим работы сварочного полуавтомата: сила тока, напряжение и скорость подачи проволоки. Для металла толщиной менее 3 мм., оптимальная сила тока составляет от 120 до 145 А. Скорость движения проволоки — 900 м/ч. При этом используется постоянный ток обратной полярности.
Рабочую поверхность следует очистить, например щеткой для металла.
Затем начинается основный этап работ. Исполнитель включает переключатель, подающий проволоку. После зажигается дуга. Если используется плавящаяся проволока, то для возбуждения дуги нужно прикоснуться к металлу. Осуществлять движения сопла горелки необходимо исключительно в одном направлении, не нужно допускать поперечных движений. Оптимальным вариантом является сваривание изделий на высокой скорости однослойным швом.
Видео
В ролике варит не вполне уверенный сварщик, но представление о процессе получить вполне можно.
Если у исполнителя возникает вопрос: чем варить нержавейку 2мм, то данный метод будет отличным вариантом.
Лазерная
 Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Лазерная сварка нержавейки реализуется исключительно в промышленных условиях, так как требует специального оборудования. Сваривание осуществляется точечным и шовным методами.
Коррозионностойкие стали свариваются лазером только встык, так как соединение внахлест создает термические напряжения, которые отрицательно сказываются на общей прочности изделия.
Преимущества данного метода: отсутствие снижения прочности в зоне отпуска; исключение появления термических трещин; быстрота и точность воздействия лазерного луча не допускает возникновения оксидной пленки. Главной особенностью метода является более быстрое остывание сварного шва.
Плазменная
Выделяют ручную и автоматическую плазменную сварку. Ручное сваривание осуществляется с помощью дуги, формирующейся между электродом и основным металлом. Другое название ручного метода — микро-плазма или мини-плазма. Сварочный процесс выполняется на переменном токе от 0,1 до 15 А. Данный метод предназначен для исполнителей, которым нужно варить тонкую нержавейку. Также существует техника «беспучкового сопла» с напряжением 15-100 А.
Лучевой поток при автоматической сварке производится с помощью плазмотрона. Воздействие переменного тока выше 100 А и потока газа создает мощный пучок плазмы.

Достоинства: стабильность и «жесткость» дуги позволяют контролировать энергозатраты; узкая околошовная зона; достаточно ускоренный темп сваривания; возможность изменять расстояние между соплом и рабочей поверхностью без отрицательного влияния на качество шва. Подробнее о плазменной сварке здесь.
Видео
Посмотрите, как можно варить небольшим плазменным аппаратом.
В домашних условиях
Для того, чтобы ответить на вопрос: чем сварить нержавейку дома — следует ознакомиться со следующей информацией.
 Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Для начинающих и домашних сварщиков лучшим вариантом для проведения сварочных работ будет служить электросварка с помощью инвертора. Сварочный аппарат подобного типа обладает компактными размерами и функционирует от стандартного источника питания в 220 В.
Кроме аппарата исполнителю будет необходимы электроды: специальные для нержавейки или обычные. Сваривание осуществляется по тщательно зачищенной поверхности. Соединение выполняется постоянным током, величина зависит от толщины металла и варьируется от 40-150 А.
Видео
В ролике популярно объясняется, как это делать.
Все вышеперечисленные методы помогут понять, чем можно варить нержавейку в каждой конкретной ситуации. В зависимости от марки коррозионностойкой стали исполнитель выбирает оптимальный режим сварки. Правильные параметры гарантируют безопасность сварочного процесса для исполнителя и обеспечивают необходимое качество сварного шва.
Чем лучше варить нержавейку, каждый сварщик решит самостоятельно, ознакомившись с перечисленными данными.
weldelec.com
Как научиться варить. Советы профессионального сварщика

Cодержание статьи
Чем нужно укомплектоваться
Экипировка

Сварка является довольно вредным для человека процессом, поэтому мастер должен позаботиться о своей защите. Начать нужно с одежды. В продаже имеются огнестойкие костюмы сварщика, а также различные накидки, фартуки и т.п. Отдельно защищаются руки, для этих целей потребуются специальные краги, рукавицы или перчатки.Не стоит забывать об обуви, которая должна быть высокой, чтобы накрываться брюками, и термостойкой, чтобы выдерживать попадание горячих искр.
Самое главное — защита зрения. Для этого разработаны так называемые светофильтры, которые, будучи установленными на маске, способны уберечь глаза от вредных излучений, но позволяют чётко видеть сварочную ванну.
Они имеют номера и разделяются по затенённости. Затенённость светофильтров выбирается в соответствии с условиями работы (интенсивность дуги). Многие мастера очень полюбили маски со светофильтрами типа «хамелеон». Кое-что из экипировки, обычно это маска или перчатки, производители аппарата могут включать в комплектацию, но далеко не всегда эти девайсы нормального качества.
Высоковольтные провода

Кроме самого сварочного аппарата (источника сварочного тока), необходимо иметь провода для передачи питания на электрододержатель и зажим массы (клемма заземления). Это специальные медные проводники большого сечения, рассчитанные на определённую силу тока — чем больше ток, тем крупнее провода, и тем на более высокий ток они рассчитаны.
В бытовых условиях, где используются сравнительно маломощные инверторы, вполне подойдут проводники, рассчитанные на ток до 200 А, длиной 2,5–4 метра. Как правило, эти провода идут в комплекте, но иногда их нужно покупать отдельно.
Переноска

Чтобы подключить инвертор в сеть (помимо надёжной заземлённой розетки на 25 А, запитанной через качественный автомат) почти всегда нужна переноска. Сечение каждого её проводника не должно быть менее 2,5 мм2. Её длина может доходить до полусотни метров, но чем она короче, тем более точный ток будет получен на выходе. В любом случае удлинитель необходимо полностью размотать с бобины, чтобы он не перегревался.
Вспомогательный инструмент

При сварочных работах всегда пригождается УШМ («болгарка»), лучше и «большая» и «маленькая». В качестве оснастки следует запастись как отрезными, так и шлифовальными абразивными дисками. Для зачистки деталей нужна металлическая щётка. Для удаления шлака потребуется молоток. Чтобы надёжно зафиксировать свариваемые детали между собой очень удобно воспользоваться металлическими струбцинами, из-за температурных вредностей пластиковые не подойдут.
Давайте сразу упомянем и о подмостях, которые вчистую обыгрывают любую стремянку. Они нужны, чтобы в полной мере контролировать процесс сварки по месту и послужат рабочим местом, если варить детали «на столе».
Электроды

Классификация электродов для сварки ММА весьма обширна. Большинство задач мы сможем решить с помощью таких популярных марок, как АНО, ОЗС, МP, которые хорошо подходят для сварки постоянным током инвертора. Что касается диаметра стержня, то наш размер — это «двойка» и несколько реже — «тройка».
Следует понимать одно золотое правило: диаметр электрода выбирается по толщине металла свариваемых деталей, а уже от диаметра электрода выбирается сварочный ток. Это основной, базовый критерий, хотя учитывается также химический состав металла, форма кромок, тип соединения деталей, положение сварочного шва в пространстве.
Ориентировочно, для металла толщиной от 1,5 до 3 мм нужно взять электрод диаметром 2–2,5 мм. Тройкой варят металл до 5 мм по толщине — и это будет наш предел, более массивные детали нам будут неподвластными, так как электрод просто не прогреет металл деталей. Электроды в 4 мм внутридомовая сеть не потянет (сила тока близка 200 А, а нагрузка приближается к 5 кВт — выключится автомат), да и редко бывают нужны его возможности. О том, какую силу тока выставить, читайте ниже.
Как подготовить детали
Обработка шва

Зону стыковки двух деталей, где будет формироваться сварочный шов, следует очистить от загрязнений и влаги, также с кромок нужно с помощью металлической щётки удалить ржавчину, остатки лакокрасочных составов (металл по паре сантиметров от стыка зачищается до блеска). Если толщина деталей превышает 3 мм, то с кромок рекомендуется снимать фаску, что позволяет добиться хорошего проваривания металлического массива.
Ориентирование деталей
Самые современные сварочные маски-хамелеоны позволяют отчетливо видеть деталь до тех пор, пока не загорится сварочная дуга, а затем автоматически затемняются, чтобы защитить ваши глаза от ультрафиолетовых лучей. В некоторые старых или дешевых шлемах используются простые тонированные линзы или стекла, а это приводит к дискомфорту при сварке т.к. нужно постоянно опускать/поднимать маску.
Образование сварочной ванны
Проще всего выполнять ручную дуговую сварку, если сварочный шов располагается на горизонтальной поверхности (сварка «в нижнем положении»). При таком способе наиболее удобно выполнять контроль сварочной ванной. Сила тяжести действует на расплав сверху вниз, не сдвигая его, она помогает присадочному металлу электрода переноситься в создаваемый пользователем шов. Именно поэтому, если есть возможность, новичку лучше варить на столе, а уже затем укрупнённые детали собирать «на месте».
Вертикальное положение сложнее, но встречается часто, при этом способе ориентирования варить приходится или вертикально, или горизонтально на вертикальной плоскости. В первом случае шов чаще всего ведут снизу вверх, но для тонкого металла лучше двигаться сверху вниз — так он меньше прогревается и меньше опасность прожига.
А особенность второго типа сварки (горизонтально на вертикальной поверхности) заключается в том, что сварочную ванну «протягивают» перпендикулярно силе тяжести, поэтому, чтобы металл не вытекал, количество расплава (размер сварочной ванны) должно быть минимальным, дугу выдерживают максимально короткой.
Потолочная сварка по понятным причинам самая сложная и малопроизводительная, непрофессионалу лучше за неё не браться.
Нужно также отметить, что при сварке детали могут различными способами располагаться друг относительно друга. От этого выделяют несколько типов сварки: встык, внахлёст, угловая, тавровая. Сварка встык выполняется «почти прямым» электродом, в остальных трёх типах электрод будет наклонён, так как проварить нужно две детали, расположенные во взаимно перпендикулярных плоскостях.
Есть проблема: например, если угловое соединение деталей расположить на столе обычным способом, то в сечении мы видим литеру L, то есть нижняя кромка будет из-за силы тяжести больше попадать в зону сварочной ванны. Именно поэтому есть смысл расположить детали «в лодочку» (сечение в виде V), тогда обе кромки хорошо проварятся.
Какой ток выставить
Мы уже говорили, что сварочный ток подбирается в зависимости от толщины электрода. Для начала вам нужно иметь ввиду, что технически ограничен только нижний предел тока. Например, используя двойку, чтобы получить хороший шов, нужно поставить переключатель силы тока на 70–80 и более ампер (чем выше, тем скорее сгорит электрод).
Для тройки подойдёт ток от 100 до 140 А, четвёрка — 160 А. Для начала попробуйте ток чуть выше минимального, а уже при необходимости поднимайте его значение. Есть хороший способ понять, правильно ли вы выбрали силовой режим: звук сварки должен напоминать потрескивание, а не бульканье или гудение.
С какой полярностью подключить держатель электрода и массу
Инвертор работает от постоянного тока, поэтому позволяет подключить высоковольтные провода в два положения, на электрод или массу можно подать «плюс» или «минус». Если на электроде плюс (обратная полярность), то он греется сильнее, а если минус (прямая полярность) — то деталь. Обратная полярность используется чаще, она характерна для традиционной сварки. Прямая полярность используется для сваривания листового металла в высоком темпе со специальными электродами.
Работа со сварочной дугой

Выполнив все подготовительные работы, можете приступить к тренировке. Расположитесь максимально удобно, лучше сядьте, обопритесь на стол, держите зажим электрода двумя руками. Далее рассмотрим основные движения и приёмы на самом простом — сварка в нижнем положении, детали встык, электрод двойка, металл листовой (или пластины), кромки прямые без фасок, шов прямолинейный однослойный.
Пункты пойдут примерно по порядку выполнения работ, но некоторые действия осуществляются одновременно. Каждый пункт не обязательно обозначает действие, это — важный момент, на который следует обратить внимание.
- Поджиг. Чтобы появилась (зажглась) дуга, следует выполнить чиркающее движение электродом по детали, будто спичкой. Чиркать нужно по направлению шва, чтобы заготовка не была испорчена. Сам электрод необходимо слегка наклонить относительно вертикали (примерно на 30 градусов).
- Контроль дуги, формирование сварочной ванны. Как только дуга разгорелась — подводим её к началу шва и ждём расплавления металла. Сначала под электродом в течение 2–3 секунд появляется красное пятно, это горит флюс. Затем можно наблюдать появление желто-оранжевого пятна, на котором виднеется рябь — это расплавился металл.
- Положение электрода при формировании сварочной ванны. Электрод располагается почти вертикально, слегка наклонён в сторону направления шва (на 25–40 градусов). Между электродом и деталями нужно выдержать расстояние около 3 миллиметров, обычно для этого обмазкой касаются метала свариваемых заготовок.
- Формирование шва, управление сварочной ванной. Итак, признаком появления сварочной ванны является возникновение оранжевого пятна с подрагивающей поверхностью. С начала поджига дуги ванна (расплав металла) появляется через 2–3 секунды, и мы должны переместить электрод на один-два миллиметра по направлению нашего шва. Затем снова ждём появления оранжевого пятна, теперь на это будет уходить менее секунды. Так постепенно, миллиметр за миллиметром, и двигаемся.
- Нужно всегда держать корректный наклон. Если слишком сильно наклонять электрод, то дуга будет своим потоком отталкивать сварочную ванну назад, делая шов высоким, усложняя прогрев металла. Более вертикальный электрод давит дугой на ванну, распластывая её. Таким образом, наклоном электрода можно манипулировать высотой шва, более корректным считается шов, который по высоте получается заподлицо со свариваемыми поверхностями. Однако следует учесть, что при существенно наклоненном электроде проще визуально контролировать состояние сварочной ванны.
- Не забываем выдерживать дуговой промежуток. Дело в том, что электрод расходуется, и его нужно постоянно опускать, как говорят: «макать» в сварочную ванну. Если электрод не приближать максимально близко, то не будет металла для формирования шва, а большой зазор сделает дугу нестабильной. Слишком откровенные касания электродом деталей вызовут короткое замыкание, и на инверторе сработает защита. Возьмите за ориентир высоту, когда при наклоненном электроде вы касаетесь деталей только обмазкой электрода.
- Тип движения электрода новичку лучше выбрать прямолинейный, в крайнем случае — с небольшими круговыми (вокруг ванны) и одновременно поступательными движениями. Формируем так называемые «чешуйки», которые перекрывают друг друга где-то наполовину. Лучший шов — с мелкой чешуйчатостью. К слову, всякие там зигзаги и восьмёрки будете осваивать потом, они нужны для работы с толстым металлом.
- Скорость перемещения. От несоблюдения этого параметра часто возникают основные дефекты сварки — непровары или прожиги. Числовых решений привести невозможно. Следите за состоянием (цветом) зоны под электродом, двигайтесь плавно, не передерживайте. Останавливайтесь и рассматривайте готовые части шва. Чем тоньше электрод, тем меньше он прогревает металл, и тем медленнее его ведут. Очевидно, что при граничных ситуациях (когда детали можно сварить и тройкой, и двойкой) новичку лучше использовать более тонкий электрод и медленнее его вести. По мере повышения квалификации — увеличивайте ток и применяйте более толстый электрод.
- Контроль сварочной ванны осуществляется визуально. Смотрите на ванну и на шов позади, а не саму дугу. Исследуйте свой шов, чтобы он был одинаковой толщины и ширины (оптимальная ширина — от 0,8 до 1,5 диаметра электрода) с минимумом дефектов (ГОСТ 30242–97). В бытовых условиях многие дефекты сварки без проблем устраняются дополнительным подвариванием, но только после остывания шва и очистки его от шлака. Для начинающего, пожалуй, всё же лучше работать с существенно наклоненным электродом, чтобы лучше видеть сварочную ванну. Заметим, что не стоит поначалу пытаться проварить шов одной дугой, остановитесь и рассмотрите геометрию (сечение) получаемого шва: чешуйка/бугорок — хорошо; шарик на ножке — малая сила тока; прожиг и кратеры — высокая сила тока, медленное ведение электрода по заданной траектории.
- Как закончить сварку. В конце шва не убирайте электрод сразу, а сделайте небольшой круг на месте, внося металл, иначе в точке отрыва дуги останется кратер. Отрыв электрода сделайте лёгким чирканьем. После сварки шлак, когда он остыл и почернел, с помощью молотка и жёсткой щётки удаляется со шва. При корректной сварке он отскакивает крупными хлопьями, а в металле шва включений шлака нет.
Эта статья, конечно, не может претендовать на всеобъемлющее руководство, но на некоторые часто задаваемые вопросы от сварщиков новичков мы постарались ответить. Хотелось бы также сказать, что прежде чем начинать обучение, тщательно ознакомьтесь с рекомендациями производителя вашего сварочного аппарата и электродов, а также внимательно изучите правила техники безопасности при проведении сварочных работ. И всё у вас получится.
promsnabservisnk.ru
Как правильно варить сваркой? Учимся основным правилам
29.08.2018 Вопрос новичков в сварочном деле: «Как правильно варить сваркой?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Вопрос новичков в сварочном деле: «Как правильно варить сваркой?», является одним из самых популярных. В ответ на него можно посоветовать – сначала научиться, как нужно держать электрод и грамотно продвигать сварочную ванну. Но опытные сварщики скажут, что этого недостаточно.
Нужно ещё знать, как поведёт себя свариваемый металл. Особенностью сварного шва является то, что он «стягивает» соединяемые детали и это может перекосить заготовки. Незнание подобной тонкости приводит в итоге к получению сильно искажённого изделия.
Что касается электрода, то его при сварочных работах наклоняют к себе под углом 30-60 градусов. Точный угол зависит от нужного шва и сварного тока. Глубокий прогрев металла получается при положении «углом назад». При таком варианте ванна и расплавленный шлак продвигаются за кончиком электрода. Важно применить его наклон и скорость так, чтобы шлак поспевал прикрывать расплав.
Если металлу не требуется сильный разогрев, то, для получения небольшой глубины прогрева выполняют изменение угла наклона на противоположный, и «тянут» шов и ванну.
Профессионализм сварщика проявляется в умении удерживать равномерно электрод – в двух-трёх миллиметрах от обрабатываемой поверхности, опуская ниже по мере расплавления. Одновременно необходим контроль размера и состояния ванны, замедляя или ускоряя движение электродом.

Технику данных движений лучше отработать на толстом металле. В самом начале будут получаться не швы, а валики. Но такие упражнения помогут освоить простые навыки, как контроль расстояния от конца электрода до поверхности детали, движение по прочерченной линии и т.д.
Когда сварной валик станет получаться равномерным, с одинаковой шириной и высотой по всей длине, можно переходить на соединение двух деталей.
Здесь первым шагом по технологии сварки является предварительное соединение деталей прихватками – это короткие швы, прокладываемые поперёк в 8-25 см друг от друга. Они не только скрепляют заготовки, но и показывают форму будущего изделия.
Как варить сварочным аппаратом?
Чтобы понять, как варить сварочным аппаратом, необходимо чётко представить алгоритм сварного процесса:
- сначала на свариваемую деталь устанавливается зажим заземления;
- потом с учётом типа и диаметра электрода подбирается соответствующий сварной ток;
- и только после указанных подготовительных операций приступают непосредственно к сварке.
Кратковременное касание к металлической детали – и возникает дуга, которую сложно удержать: при слишком большом или маленьком зазоре между электродом и поверхности свариваемой заготовки она вмиг гаснет. Нужно также попрактиковаться.
Для сварки на инверторе необходимо правильно подобрать электрод по марке, установить силу тока. Данные параметры непостоянные, для каждого металла разной толщины они подбираются отдельно.
Далее электрод нужно поставить в спецдержак, клемму массы накинуть на поверхность свариваемой детали и разжечь дугу известным «чирканьем» или прикасанием. На стыке деталей начинается движение электрода, который расплавляет металл.
Вести электрод быстро нельзя. Потому что наплавление получится неравномерным, и это отрицательно скажется на качестве шва или погаснет дуга. Новый розжиг приводит к избыточному наплавлению или сквозному прожигу детали.
Окалину и излишки наплавленного металла необходимо сразу удалять с поверхности деталей с помощью молотка или иного инструмента.
Если шов необязательно делать сплошным, следует поднять электрод выше – и произойдёт разрыв дуги. Её разжигают по-новому на месте продолжения сварки.
Как пользоваться сварочным аппаратом?
Начальный страх и незнание как пользоваться сварочным аппаратом - обычное состояние для новичка. Поэтому, прежде чем приступать непосредственно к сварке, нужно изучить некоторые требования техники безопасности и правила пользования сварочным оборудованием.
Использование аппарата в сварке требует определённой подготовки. В частности, с места предполагаемой работы убирают все вещи и предметы, которые подвержены лёгкому воспламенению. Также необходимо поступить со всеми горючими материалами и ёмкостями.
Если работы проводятся в помещение, то обязательно вентиляция. Хорошее проветривание важно как для сварщика, так и для аппарата. Также нужно позаботиться о средствах пожаротушения.
После выполнения данных условий и облачения в спецодежду аппарат заземляют, включают, выбирают параметр тока и приступают к сварке.

Учимся основным правилам сварки
Инструкций о том, как научиться варить сваркой, предостаточно. Если такое умение требуется лишь для работы с новой калиткой, то необязательно этому обучаться на курсах или профтехучилищах. Однако теоретическая часть подготовки важна даже при самостоятельной учёбе.
Главным инструментом сварки является аппарат. Существуют агрегаты, которые работают и на переменном, и на постоянном токе. Современное инверторное оборудование, например, инверторы, позволяют выбирать полярность. Инверторные сварочные аппараты считаются самыми подходящими для обучения новичков. Потому так важно различать прямую полярность от обратной. В первом случае «плюсовой» кабель подсоединяется на клемму «земля», а «минусовой» на электрод. А при обратной полярности, наоборот, на «земле» будет «минус», а на электроде – «плюс».
Правильно сварить металл возможно только при точно заданной силе тока. Сильный ток – мощная дуга и глубокая сварочная ванна. Однако превышение оптимального параметра приведёт к выгоранию металла и плохому по качеству сварному шву.

При установке силы тока учитывается даже месторасположение объекта. Для заготовок, расположенных горизонтально, значение будет максимальным, вертикально – на 15% меньше, на потолке – на 20 с лишним процентов.
При сварке на выпрямителе или инверторе на качество сварного шва влияет не только сила сварного тока, но и полярность. При прямом подключении хорошо прогреваются заготовки. Но для работы с тонкими материалами подойдёт метод с обратной полярностью. Также его используют при сварке легированных металлов.
www.born-spb.ru
Как варят полуавтоматом? Режимы сварки полуавтоматом. Полуавтомат для сварки алюминия
Сварка – целое искусство. Профессиональные сварщики ценятся едва ли не на вес золота везде: их не хватает не только для домашних нужд, но и для промышленности. Во многом это связано с тем, что далеко не каждый специалист знает все технологические аспекты сложных производственных операций.
К примеру, даже не на всех предприятиях знают, как варят полуавтоматом. Этой теме и посвящена наша статья.
Общие понятия
Сварочным полуавтоматом в настоящее время называется устройство, при помощи которого выполняется электродуговая сварка. Его особенность в том, что в роли электрода выступает стальная проволока, в процессе сварки непрерывно подаваемая в устройство. Полуавтоматическим механизм является потому, что сварщик вручную осуществляет непрерывную подачу проволоки.
Классификация автоматов
Классифицируют полуавтоматические сварочные устройства по роду защиты сварного шва:
- аппараты для сваривания металла под флюсом;
- полуавтоматические системы для сварки в среде инертных газов;
- автоматы, где в качестве электродов используют специальную порошковую проволоку.
Заметим, что аппараты для сварки под флюсом уже довольно давно не используются в отечественной промышленности, так как варят полуавтоматом этого типа только по старым технологиям, которые уже редко встречаются в развитых индустриальных государствах. Куда более распространены и удобны сварочные полуавтоматы, технологический процесс которых предусматривает использование нейтральных газов. В частности, порошковой проволокой чаще всего варят именно так.
 Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
Кроме того, существует классификация по типу и характеристикам используемой в работе проволоки:
- автоматы, в которых используется сплошной стальной электрод;
- системы сварки сплошной алюминиевой проволокой;
- универсальные модели (допускает использование обоих типов электродов).
Делятся сварочные аппараты и по характеру своей мобильности:
- Стационарные модели нашли широкое распространение в среде тяжелой металлургической промышлености.
- Их антиподами являются переносные разновидности, транспортировать которые может всего один человек.
- Разумной альтернативой обоим вышеперечисленным вариантам являются мобильные модули, которые могут перевозиться на специальном автомобильном шасси. Так как варят полуавтоматом данного типа в полевых условиях, аппарат оборудуется максимально «живучими» комплектующими.
Следует учитывать, что современной промышленностью выпускаются сотни моделей полуавтоматических сварных систем, которые могут значительно различаться по своим характеристикам. С их помощью соединяют не только сталь, но также алюминий и прочие металлы. В цехах автомобильных заводов схожие механизмы задействованы на производстве кузовов.
Режимы полуавтоматической сварки
Так как сварщику, который работает с подобным оборудованием, ежедневно приходится иметь дело сразу с несколькими типами металлов, производители внедрили в свою продукцию разнообразные режимы сварки полуавтоматом. Среди них опытный специалист сможет подобрать тот, который идеально подходит для каждого конкретного случая. Давайте рассмотрим их основные разновидности:
- Режим с коротким замыканием сварочной дуги и без него.
- Крупно-, средне- и мелкокапельные виды.
- Режимы с разбрызгиванием флюса и без него.
 Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
Использование того или иного типа зависит как от вида свариваемого металла, так и от назначения конкретной детали. Чтобы сварщикам было легче ориентироваться, существует также более подробная классификация:
- цикличная сварка, когда используется короткая дуга;
- точечный тип;
- импульсная сварка;
- вариант со струйным перемещением свариваемого металла;
- сварка при условии непрерывного кругового переноса металла.
Если используется углекислота (смотрите выше), то в практических условиях чаще всего выбирают импульсно-дуговой режим. Как правило, ток постоянный, обратной полярности. В этом случае скорость расплавления металла не слишком высока, зато сварочная дуга куда стабильнее, а получившийся шов намного прочнее.
Что должно быть в комплекте?
В комплект аппарата должен входить трансформатор для питания, горелка и механизм для подачи сварной проволоки, кабели и рукава для подачи инертного газа, а также компьютеризованная система для управления сварочными процессами. Электрод в зону технологических операций подается автоматически, что выгодно отличает такие механизмы от полностью механических аналогов. Все прочие мероприятия сварщик выполняет вручную.
Достоинства полуавтоматических сварочных аппаратов
- Огромным преимуществом является то обстоятельство, что можно сваривать металл, толщина которого не превышает 0,5 мм.
- Ржавчина и даже довольно серьезные загрязнения свариваемого металла не являются препятствием для качественного выполнения работы.
- Стоимость работы (в сравнении с другими типами сварки) очень низкая, так как стоимость основных расходных материалов невелика.
- Важно, что при помощи полуавтомата на медной проволоке можно соединить детали из оцинкованной стали, причем само покрытие останется совершенно целым.
Слабые места технологии
- Если нет возможности использовать инертный газ, металл достаточно сильно начинает «кипеть», причем брызги окалины разлетаются на приличное расстояние.
- От открытой дуги идет достаточно сильное излучение, так что об этом моменте также не нужно забывать.

Где чаще всего используются полуавтоматы
Несмотря на некоторые отрицательные черты, полуавтоматы интенсивно используются в бизнесе по ремонту автомобилей. Чаще всего данная технология применяется при сварке стали, а также алюминия. В качестве инертного газа преимущественно применяют аргон. Кроме того, нередко сталь сваривают в углекислом газе.
Немного о подающем механизме
Мы уже упоминали о том, почему аппараты этого типа являются полуавтоматическими. Так как сварщик по роду своей работы будет вынужден постоянно работать с механизмом, который подает в рабочую область электрод (проволоку), будет нелишним узнать обо всех существующих типах такого рода приспособлений. На сегодняшний день таковых различают сразу три:
- Тянущие разновидности.
- Подающие механизмы толкающего типа.
- Универсальные модификации: проволока для сварки полуавтоматом в этом случае может быть любой.
Начинаем работать
Как и в прочих случаях, которые так или иначе касаются работ со сварочными аппаратами, предварительно вам необходимо будет правильно настроить все ваше оборудование. Сперва следует подобрать силу тока, руководствуясь при этом толщиной свариваемого металла и инструкцией, прилагаемой к аппарату. Как правило, в документах имеется специальная таблица, в которой технология сварки подробно описана. Отметим, что при низком сварочном токе работа аппарата оставляет желать лучшего.
Руководствуясь этой же инструкцией, выставьте необходимую скорость подачи электрода к рабочей области. Ее можно регулировать, соответствующим образом подбирая сменные шестерни для редуктора. Обязательно проверьте силу тока и напряжение перед началом работы!
Если вы намереваетесь сваривать какое-то важное технологическое изделие, обязательно проверьте правильность всех выставленных установок на любом пробном образце. Соответственно, по результатам испытаний следует произвести окончательную регулировку (если в том есть необходимость). Если вы правильно настроили сварочный аппарат, наилучшим свидетельством тому будет ровная и устойчивая сварная дуга.

Можно ли варить полуавтоматом без инертного газа?
Вне всяких сомнений, при помощи инертного газа сварочные работы осуществляются с максимальным качеством. Вот только для частных лиц, которые редко пользуются сваркой, покупка целого баллона с газом экономически нецелесообразна. Реальна ли сварка полуавтоматом без газа?
Отличной альтернативой является флюсовая или порошковая проволока. В этом случае она сделана из стальной трубки, внутрь которой запрессован флюс. Когда он сгорает, над местом сварки образуется локальная зона, защищенная его парами. Учтите, что в этом случае обязательно должен использоваться прямой ток.
Вот так выполняется сварка полуавтоматом без газа.
Варим стальные изделия
Сперва выставляем на положение «Вперед» переключатель, который ответственен за подачу электрода (проволоки). Затем наполняем имеющуюся воронку флюсом. Важно! Держатель необходимо выставить таким образом, дабы подающий конец воронки был точно в сварочной зоне, так как в противном случае флюс пойдет не туда, и вы будете наблюдать за огромным количеством весело разлетающейся окалины.
Открываем заслонку на резервуаре с флюсом, после чего начинаем слегка чиркать электродом по месту сварки, одновременно нажимая на кнопку «Пуск». После этого появится дуга. Можно начинать работать.
А как выполняется сварка алюминия полуавтоматом?

Варим алюминиевые детали
Алюминий – металл, с точки зрения сварщиков являющийся очень сложным. На его поверхности имеется достаточно толстый слой амальгамы, которая не только препятствует обычной сварке металла, но и чрезвычайно быстро восстанавливается после любого контакта с кислородом воздуха. А потому желательно хорошо знать все аспекты этой работы, так как иначе сделать надежный и качественный шов на металле у вас попросту не получится.
Вот так осуществляется сварка алюминия полуавтоматом.
Полуавтоматическая дуговая сварка
Сразу заметим, что при таком способе работ допускается только лишь алюминиевая проволока, которую используют в качестве электрода. Учтите, что из-за своей мягкости она нередко образует петли в токосъеме, а потому придется использовать специальные их модели, рассчитанные именно на использование алюминия.
Чаще всего применяется сварка аргоном (полуавтоматом в этой среде работать удобнее), причем на качество газа следует обращать особое внимание. Давление выбрать сложнее всего: оно должно быть достаточным для надежной защиты сварной ванны, но в то же время не превышать предельных значений, так как в этом случае начинает проявляться подсос воздуха.
Какие задачи стоят перед сварщиком?
- Сперва нужно тщательно очистить от грязи и краски все части деталей, предназначенных для сварки.
- Остатки грязи обязательно нужно зачистить при помощи химических растворителей.
- Как мы уже и говорили, следует сначала сделать пробный шов, так как настройки оборудования могут оказаться не слишком удачными.
- Очень важно правильно подобрать силу тока и напряжение: слабый ток попросту не пробьет амальгаму. Кроме того, нужно очень внимательно подходить к защите сварочной ванны.
Все прочие операции ничем не отличаются от вышеописанных мероприятий.
В какой среде лучше всего сваривать кузовные детали автомобилей?
Исходя из опыта ведущих предприятий, мы бы настоятельно рекомендовали использовать при кузовном ремонте исключительно полуавтомат для сварки алюминия в среде углекислого газа. Такой подход имеет массу преимуществ, о которых мы поговорим ниже.
 Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Во-первых, реальная зона термической деформации материала очень мала, что позволяет без проблем сваривать даже узкие детали, не опасаясь потери их внешнего вида. Даже если деталь уже была окрашена, пигмент выгорает локально, причем размер повреждений невелик. Это дает отличную возможность сэкономить на финишной покраске и подготовке детали к ней.
Даже сварка полуавтоматом нержавейки выполнятся очень быстро и с минимальным количеством отходов.
Скорость плавления проволоки при этом способе очень велика. Это предусматривает отличную производительность труда и высокое качество работы. Последнее обстоятельство тем лучше, что шов получается на редкость аккуратным и качественным. Кроме того, вам не придется отчаянно высчитывать доли миллиметров, стыкуя детали: потерь в металле очень мало, так что можно надежно сваривать даже совсем небольшие части.
Даже те соединения, которые составлены из элементов разной толщины, порадуют качеством сварного соединения. Следует добавить, что углекислота дешевая, а сварка инверторным полуавтоматом быстро осваивается даже не слишком опытными сотрудниками.
Технология сварки вертикальных швов
Мы не случайно вынесли эту тему в отдельный абзац. Дело в том, что тепло в этом случае поднимается снизу вверх, что препятствует качественной сварке. А потому все вертикальные швы варят строго сверху вниз. Горелку следует направлять немного вверх, так как в этом случае намного лучше удерживается необходимое для сварочной ванны тепло. Учтите, что сваривать нужно как можно быстрее, так как вам необходимо будет предупредить возникновение потеков расплавленного металла. Обязательно держите электрод на переднем краю ванны.
Вот как варят полуавтоматом. Удачной вам работы!
fb.ru
Как правильно варить инверторным сварочным аппаратом: выполнение работ
Сварка — один из самых востребованных технологических видов работ в современном строительстве. Это обусловлено тем, что сварной шов образует прочное и надежное соединение металлических элементов конструкции. Материал, из которой она выполнена, может быть самым разнообразным при невероятной сложности конфигурации конечной детали. Для того чтобы выполнить качественно поставленные задачи по свариванию нескольких деталей, необходимо правильно подобрать оборудование и иметь некоторые навыки исполнения. Но если опыт отсутствует или мал, то научиться тому, как правильно варить сварочным инвертором самостоятельно, вполне возможно.

Конструкция сварочного инвертора.
Некоторые особенности инверторного сварочного аппарата
Сварочный инвертор является оборудованием, которое состоит из таких элементов, как:
- система управления;
- преобразователь частоты;
- трансформатор, у которого высокая частота;
- накопитель;
- силовой и сетевой выпрямители;
- сетевой фильтр.
Особенностью инверторного сварочного аппарата является то, что он не приводит к скачкам электроэнергии в сети, к которой он присоединен. Это обусловлено тем, что в его состав входит накопительный конденсатор, который обеспечивает бесперебойность электрической сети, а также мягкое разжигание дуги и дальнейшее ее удержание.
Схема сварочного инвертора.
Несмотря на такой достаточно сложный состав, этот аппарат является малогабаритным, что позволяет его носить на плече. При этом на качество шва, выполненного при его помощи, малые размеры не сказываются. Инверторный сварочный аппарат может быть использован в бытовых целях, а также на производстве. При его легкости работы можно вести в достаточно трудных местах, к которым прочая техника и оборудование доставлены быть не могут.
Для обеспечения безопасной работы с инверторным сварочным аппаратом необходимо иметь в наличии маску для сварщика или очки. Также должно быть в наличии требуемое количество электродов, которые соответствуют марке стали.
Характеристиками, по которым можно выбрать сварочный инверторный аппарат, являются:
- Возможность регулирования сварочного тока. Для бытовых нужд такой показатель должен быть в пределах 160-200 А.
- Время беспрерывной работы сварочным инверторным аппаратом. В паспортных данных это значение указывается в процентах. Например, если указано 40%, то это означает, сколько времени аппарат может работать надежно и без перегрева. Оставшиеся 60% приходятся на отдых. Защита от перегрева устанавливается производителем. Она отключает оборудование по достижении этого коэффициента автоматически. Эти процентные показатели приведены при максимальной нагрузке на инверторный сварочный аппарат.
- Мощность, которую он способен потребить. Указывается 2 величины: в рабочем состоянии, то есть когда происходит непосредственно процесс сварки, и на холостом ходу.
- Устройство корпуса. Если конструкция кожуха предусматривает дополнительную защиту от влаги и пыли, то такой аппарат можно использовать на производствах с повышенными данными характеристиками. Для бытового использования усиление этих показателей не требуется.
Подготовка в работе
Схема устройства передней панели инвертора.
Для того чтобы начинать сварочные работы, необходимо подготовить:
- маску для сварочных работ;
- специальную защитную одежду или любую одежду, которая способна защитить от попадания искр;
- перчатки из грубой ткани;
- молоток с острым наконечником, с помощью которого будут сбиваться окалина и острые углы, образовывающиеся при сварке;
- электроды, которые соответствуют типу и марке стали.
При выборе электродов необходимо учитывать не только состав металла, но и его толщину, направленность шва. Следует иметь в виду, что при большом диаметре электрода возрастает потребление тока. А малые его диаметры пригодны только при маленькой толщине металла. Поэтому если опыта в сварочных работах не много, то следует выбирать 2-3 мм электрод.
Выполнение сварочных работ
Для того чтобы правильно варить инверторным сварочным аппаратом, необходимо подобрать силу тока и марку электрода. Эти параметры определяются толщиной металла, который необходимо соединить.
Электрод устанавливается в специальный держак. Не следует подносить электрод быстро к поверхности. Это может привести к залипанию, то есть электрод прилипнет к металлу, и производить дальнейшую сварку будет невозможно. Клемму массы навешивают на поверхность, на которой выполняется сварка.
Схема инверторной сварки.
Далее необходимо разжечь дугу. Для этого электрод под определенным углом подносят к металлической поверхности, 2-3 раза им прикасаются до нее. Тем самым происходит активизация сварочного электрода и образуется дуга. Оптимальное расстояние от кончика электрода до свариваемой поверхности, когда дуга будет держаться всегда в необходимом размере, является равным диаметру самого электрода. На этой высоте желательно удерживать электрод на протяжении выполнения всего шва. Далее электродом ведут по месту стыка. Шов образуется наплавлением металла.
Нельзя быстро вести электрод по стыку свариваемых поверхностей. Это связано с тем, что:
- Снижается качество шва, то есть наплавление металла будет неравномерным.
- Гаснет дуга между поверхностью сварки и электродом. Новый ее розжиг может привести к излишнему наплавлению или прожигу.
Если в процессе выполнения работы образовались окалина и излишки наплавленного материала, то их необходимо убрать. Это делают при помощи молотка или другого металлического инструмента.
Сварочный шов необязательно может быть сплошным. Если необходимо его прервать, то электрод поднимают выше. Так происходит разрыв дуги, и процесс выполнения шва останавливается. Далее дугу разжигают на новом месте, и процесс продолжается.
Некоторые нюансы сварки
Способы подключения сварочного инвертора.
Чтобы у шва были минимальные дефекты и правильно варить инверторным сварочным аппаратом, необходимо располагать линию ванны ниже, чем находится поверхность свариваемого металла. Если проникновение дуги в металлическую деталь является глубоким, то она проталкивает ванну назад, тем самым происходит образование шва. Поэтому при выполнении работ необходимо наблюдать за тем, чтобы образуемый шов был вровень с металлом.
Само движение электрода по шву может быть различным. Надежный и идеальный шов может образоваться при выполнении круговых или зигзагообразных движений. При выполнении круговых движений необходимо внимательно контролировать то, как формируется шов, чтобы ванна была равномерно распределена по кругу. При движении электрода зигзагом нужно внимательно смотреть за тем, чтобы шов начинал образовываться с одного края ванны, затем — на ее верху, после этого — на другом конце. При этом все должно происходить равномерно.
Шов зигзагом достаточно сложен в исполнении и качественно может быть выполнен уже сварщиком с опытом.
Таблица требуемых технических характеристик для сварочного инвертора.
Для бытовых нужд вполне достаточно владеть техникой сплошного шва валиком.
Прорез металлической детали происходит тогда, когда электрода не хватает, для того чтобы полностью заполнить сварную ванну при поперечном движении. Контроль наружных границ ванны позволит избежать образования бокового прореза. Для того чтобы регулировать ванну, используют силу дуги, которая расположена между свариваемой поверхностью и электродом. Инверторный сварочный аппарат позволяет контролировать ее плавно и постоянно.
Кроме того, если изменить угол наклона электрода к поверхности, можно изменить размер ванны. То есть при максимально вертикальном расположении электрода образуется тем не менее выпуклый шов. Это связано с тем, что при таком расположении все необходимое тепло находится непосредственно под ним.
Значит, ванна целиком направлена вниз, вокруг металл хорошо проплавлен. Если наклонить электрод, то вся температура направлена назад, тем самым приподнимая металл и образуя шов.
moyasvarka.ru
| Обычно, многие люди сварку видели только издали и достаточно далеки от понятия того, что собой представляет этот процесс. И тут возникает вопрос, с чего начать. Оговариваемся сразу, речь будет идти только о ручной электродуговой сварке покрытыми электродами. Для того, что бы понять какие расходы Вам предстоят необходимо отталкиваться от того, что Вы собираетесь делать. Обычно это небольшие объемы работ, связанные с изготовлением мелких конструкций, таких как каркас для теплицы, металлический забор, бокс для хозяйственно-бытовых нужд и тому подобное. Материалом для этого служат мелкий фасонный прокат (уголок, профильные трубы) и листовой прокат из низкоуглеродистой стали с толщинами от 1 до 3 мм. Теперь необходимо определиться какие сварочные электроды Вам потребуются. Для этого можно воспользоваться нижеприведенной таблицей. Таблица №1 Выбор диаметра электрода в зависимости от толщины свариваемого металла. При толщине металла 1-2 мм:
При толщине металла 2-5 мм:
При толщине металла 5 - 10 мм:
При толщине металла свыше 10 мм:
Из таблицы видно, что для Ваших нужд максимальный сварочный ток составит не более 150А, а максимальный диаметр электрода не более 4 мм. Для низкоуглеродистых сталей хорошо подходят электроды типа Э42, Э46. В этот диапазон входит достаточно большая линейка марок универсальных сварочных электродов, которые могут быть использованы, как для сварки на переменном, так и постоянном токах (МР-3С, ОЗС-12, ОЗС-4, АНО-4, АНО-21 и другие). И теперь на основании полученных нами значений возникает вопрос, какой источник питания нам выбрать. В нашем случае можно рассматривать три варианта: Сварочные трансформаторы.Преобразуют сетевой ток в сварочный самым простым способом - просто понижает напряжение. Это обуславливает их достаточную надежность и невысокую стоимость.Применение трансформаторов оптимально для сварки переменным током низкоуглеродистых сталей. К недостаткам можно отнести немалый вес и высокое энергопотребление, что критично для «слабых сетей» и бытовой электропроводки. Если же критиковать сварочные трансформаторы, что называется "неформально", то дело здесь обстоит следующим образом. Несмотря на появление на рынке сварочной техники уже достаточно большого количествавполне современных инверторов, в продаже пока еще полно недорогих, дешевых и даже очень дешевых бытовых сварочных трансформаторов, собранных в Юго-Восточной Азии. Выбор их не мал, а цена от 3000 руб - весьма привлекательна. Эти аппараты могут называться NORDIKA, ARTIKA, UTILITY, BETA, DELTA, GAMMA, ANTIKA, FUBAG и т.д. Все эти бытовые аппараты аккуратно собраны, хорошо покрашены и отлично упакованы. Просто готовый "подарок для настоящего мужчины". Так вот, все эти красивые аппараты полностью соответствуют своей цене - трансформаторы в них намотаны тонким алюминиевым эмальпроводом, причем очень экономно. Они быстро нагреваются, тепловые реле срабатывают, аппараты отключаются, сварщики терпеливо ждут. А уж при наших, печально знаменитых электросетях, где напряжение зачастую падает до 160-180 вольт - особенно за городом, эти аппараты часто вообще неработоспособны. Сварочные выпрямители.Их принцип основан на трансформации сетевого тока с последующим выпрямлением при помощи диодных или титристорных блоков.Также, достаточно простые и надежные аппараты. Используются для сварки практически всех сталей и сплавов любыми типами электродов. Брызг при сварке у выпрямителя существенно меньше, чем у трансформатора, дуга горит более спокойно и устойчиво, качество сварного шва безусловно выше.А вот энергопотребление у сварочных выпрямителей заметно больше, чем у трансформатора, поскольку часть энергии теряется на диодном блоке. Поэтому, их применение на "просаженных" дачных или гаражных сетях, где напряжение может падать до 160-180 вольт ограничено. Сварочные инверторы.Их принцип основан на преобразовании входного переменного тока в постоянный, далее с помощью транзисторных ключей постоянный ток преобразуется в переменный с частотой выше 50 кГц и подаётся на высокочастотный сварочный трансформатор с последующим выпрямлением. Система управления с помощью обратных связей формирует идеальные выходные характеристики для любого способа сварки. Благодаря высокой частоте, вес и размеры силового трансформатора снижаются в разы по сравнению с традиционными сварочными аппаратами. Например, обычный сварочный трансформатор на 160А весит 18кг, в то время как силовой трансформатор сварочного инвертора на 160А весит всего 0,25кг и по размерам чуть больше пачки сигарет. В настоящее время это достаточно «продвинутые» с технической точки зрения аппараты, которые обладают существенными преимуществами перед своими предшественниками. В первую очередь это значительно меньшее энергопотребление (КПД не менее 85%), что существенно снижает нагрузку на сеть, небольшие габариты и вес, различные функции для облегчения работы сварщика (облегченное зажигание дуги, антизалипание электродов, «горячий старт»). Используется для сварки практически всех сталей и сплавов любыми типами электродов. К недостаткам можно отнести необходимость квалифицированного обслуживания. Исходя из этого краткого обзора, можно с уверенностью предположить, что большинство начинающих сварщиков выберут именно сварочный инвертор. В настоящее время выбор сварочных инверторов очень широк. На чем именно остановить свой выбор? Вопрос далеко не праздный. По максимальному сварочному току мы уже определились - не более 150А. С дополнительными функциями тоже, все современные инверторы ими обладают. Но для того, что бы окончательное определиться с выбором марки инвертора необходимо: Первое- для начала изучить, какие производители предлагают свое оборудование в Вашем регионе. В основном это Юго-Восточная Азия, Россия и Европа. Аппараты из Юго-Восточной Азии отличаются невысокой ценой и достаточно хорошим качеством (если их собирали не кустарным способом). Выбор российских аппаратов значительно меньше. Оборудование европейских производителей отличается высоким качеством, надежностью и достаточно высокой ценой.Второе- наличие сервисных центров по обслуживанию предлагаемого оборудования, сроки и стоимость.Третье- найти, если это возможно, информацию по отказам. Итак, Вы уже остановили свой выбор на сварочном аппарате, приобрели его и теперь не терпится приступить к работе. Но не спешите. Нам следует защитить себя от вредных воздействий сварки, основными факторами, которой являются ультрафиолетовое излучение дуги, брызги расплавленного металла и вредные аэрозоли, как продукты сгорания электродов. Для защиты глаз и кожи лица применяются сварочные маски. Самый простой вариант - пластиковая маска со светофильтром (С3, С4, С5), который подбирается в соответствии с силой тока, Вашим зрением и окружающим освещением (Таблица №2). Другой, более дорогой вариант - это пластиковые маски с автоматическим светофильтром ("Хамелеон"), который Вы можете легко приспособить для Ваших глаз и окружающего освещения,при помощи ряда регулировок. Таблица 2. Светофильтры для дуговой сварки
Примечание:Для обеспечения оптимальных условий работы сварщика с учетом индивидуальных особенностей его зрения рекомендуется кроме светофильтров, приведенных в таблице, использовать светофильтры на один номер больше или меньше. Если в этом случае оптимальные зрительные условия сварщика не будут достигнуты, необходимо проверить освещенность и зрение сварщика. Подбор спецодежды у Вас не должен вызвать трудностей. Костюм сварщика из брезента ОП (огнестойкая пропитка), или просто брезентовый фартук. Рукавицы или краги - лучше из спилка, чем брезентовые (спилок - это кожа, которая целыми пластами срезается с изнанки меха при изготовлении всяких там шуб и дубленок). Прочная обувь. Это важно, поскольку при сварке искры, а порой и капли расплавленного металла падают на ноги сварщика. Часто начинающие сварщики делают большую ошибку, когда пренебрегают такими простыми операциями, как подготовка деталей под сварку и обработка швов. Для этого понадобится металлическая щетка (для очистки зоны сварки от различных загрязнений) и молоток сварщика (для удаления шлака). На свариваемых деталях всегда имеются различные загрязнения (ржавчина, краска и т.п.), наличие которых негативным образом сказывается на качестве шва. В этом случае необходимо очистить зону шва металлической щеткой на ширину 20-25 мм от стыка, а при необходимости удалить остатки загрязнений при помощи ацетона или растворителя. По окончании сварки необходимо удалить шлак при помощи молотка сварщика, т.к. оставшийся шлак мешает увидеть наличие дефектов сварки и влага, попавшая под защитную корку, вызывает коррозию металла. И еще несколько слов по обслуживанию сварочных инверторов.Для долгой и бесперебойной работы инвертора необходимо соблюдать несколько простых правил: Полготовка к работе:• Перед началом работы необходимо провести технический осмотр инвертора и подготовить рабочее место.• Аппарат следует установить в горизонтальном положении так, чтобы исключить попадание в него влаги, пыли и прочих загрязнений.• Подключить сварочные кабели к силовым разъемам аппарата:(+) - на электрододержатель, (-) - на массу (обратная полярность). Обратите особое внимание на то, что кабельные вставки должны быть надежно зафиксированы в панельных гнездах, поворотом их по часовой стрелке!• Подключить аппарат к питающей электросети (вставить электровилку в розетку). При использовании удлинителя -сечение провода должно быть не менее 2,5 мм2.• Перевести выключатель в положение «ON» (загорается зеленый индикатор, включается вентилятор).• Произвести пробное зажигание дуги (дуга зажигается «на отрыве»).•Ручкой регулировки тока выставить необходимый режим и затем приступить к сварке. Техническое обслуживание и условия хранения:• Работать аппаратом при снятом кожухе категорически запрещено.• Регулярно осматривайте внутренние узлы аппарата в зависимости от частоты использования и степени запыленности рабочего места.• Накопившуюся в аппарате пыль удалять только сжатым воздухом низкого давления (не более 10 бар.).Не направляйте струю сжатого воздуха на электрические платы, для удаления пыли пользуйтесь мягкими щетками.• Перед началом работы проверьте надежность крепления силовых разъемов в гнездах аппарата, а также исправность сетевой вилки, розетки и изоляции электрических кабелей.• При транспортировке и хранении аппарата необходимо исключать возможность непосредственного воздействия атмосферных осадков, агрессивных сред, ударов и сильной тряски.• Транспортировка аппарата возможна только в вертикальном положении.• Аппарат должен храниться в сухом помещении, при температуре от -15 до +50 оС и относительной влажности воздуха до 80%.• При хранении аппарат должен быть отключен от электрической сети.
| |||||||||
www.imhodom.ru










