
Принцип работы и нюансы применения водородного сварочного аппарата. Сварка гидролизная
Водородная сварка - основные отличия от стандартных способов сварки
Водородное пламя является хорошей альтернативой пламени ацетиленовому и активно используется для сварки, резки и пайки различных материалов. В отличие от многих традиционных способов водородная сварка почти безопасна, благодаря тому, что продуктом процесса горения в ней выступает пар. Этот способ считается вариантом газопламенной обработки, использующим смеси из кислорода и горючих газов.
Если просто использовать водород как топливо вместо ацетилена, то произойдет покрытие сварочной ванны толстым шлаковым слоем, а получаемый при этом шов будет отличаться тонкостью и пористостью. Чтобы избежать этого, применяют органические соединения, способные связывать кислород. С этой целью используются такие углеводороды, как бензин, бензол, толуол и другие, подогретые до температуры, составляющей 30-80% от температуры кипения. Нужное их количество минимально, поэтому водородная сварка ценой не сильно отличается от прочих способов газопламенной обработки.
Еще одной сложностью данного способа может служить отсутствие достаточно эффективных источников водорода с кислородом. Газовые баллоны обладают повышенной опасностью в эксплуатации, поэтому их применение нецелесообразно. Значительные концентрации водорода способны вызывать обморожения и головокружение с удушьем.

Особенно опасно в водородном пламени то, что его не видно в дневном свете. Для его обнаружения необходимо применение специальных датчиков. Решить проблему надежности источников газов позволяют специальные аппараты, разлагающие воду посредством воздействия электрической энергии на кислород и водород. Эти электролизеры могут производить оба газа одновременно.
Эти легкие и компактные приборы приходят на смену тяжелому газосварочному оборудованию, применяемому при недоступности источников электроэнергии, что особенно удобно для проведения водородной сварки в домашних условиях.
Оборудование для водородной сварки
Водородные сварочные приборы, обладая разной мощностью, работают от обычной электросети. Они оборудуются традиционной ацетиленовой горелкой, через шланг в которую поступает водородно-кислородная смесь. Регулировка температуры их пламени позволяет устанавливать ее в широком диапазоне (600-2600 ºС). Аппараты можно применять как для ручной, так и автоматической сварки. Их эксплуатация не доставляет сложностей благодаря не слишком большой трудоемкости и отсутствию необходимости в перезарядке.
Обладая компактными габаритами, аппаратура при этом может быть достаточно мощной. Она приводится в режим работы за несколько минут в зависимости от температуры в месте проведения сварки и требуемого расхода газов. При владении основными навыками газопламенной обработки выполнение своими руками водородной сварки не составит труда, а производительность процесса с качеством швов будут не хуже, чем при традиционной сварке.

В отличие от традиционной сварки, использующей в виде основного топливного газа ацетилен, сварка с использованием вместо него водорода не только продуктивна, но и экологически безопасна. Сварка с ацетиленом чревата загрязнением атмосферного воздуха токсичными соединениями, в то время как единственным продуктом от процесса горения в водородном оборудовании выступает совсем безвредный пар.
Также абсолютно безопасны эти аппараты при хранении, транспортировке и в эксплуатации. Ими выполняют не только сварку, но и кислородную резку (ручную или машинную), пайку, порошковую наплавку, термоупрочнение и порошковое напыление. Несколько разных режимов позволяют осуществлять работы в большом спектре от соединения материалов с минимальной толщиной до резки толстолистных сталей. Несмотря на небольшие размеры этих переносных приборов и малую мощность, они позволяют сварку и резку изделий с толщинами до 2 мм как из черных, так и цветных металлов.
Применение водородной сварки
Кислородно-водородная сварка, топливным газом в которой служит водород, широко применяется в изготовлении ювелирных изделий, используется в стоматологии и при ремонте холодильного оборудования. Различные модели водородных аппаратов популярны в сервисных центрах по обслуживанию техники и других закрытых помещениях, где запрещается эксплуатация взрывоопасных кислородных и пропановых баллонов.
Также к преимуществам применения кислородно-водородного пламени стоит отнести сокращение затрат по обслуживанию рабочих мест при соблюдении норм пожарной безопасности и промышленной санитарии за счет полного отсутствия отходов в производстве и абсолютной безвредности продукта горения – водяного пара. Для беспрерывной работы водородно-кислородных приборов требуется только незначительный объем воды. А спектр обрабатываемых ими материалов довольно широк и включает как черные, цветные, благородные металлы со сталями, так и керамику со стеклом.
Представляющая собой электрохимический подвид сварки плавлением, атомно-водородная сварка, происходящая от действия электродуги с водородом, хорошо подходит для соединения чугунных деталей и конструкций из легированных и низкоуглеродистых сталей. Но ее применение в промышленности ограничивается довольно высоким напряжением источников питания, представляющим опасность для жизни людей.

Кроме того, этим способом сварки нельзя пользоваться при работе с медью, латунью, цинком, титаном и рядом других химических элементов, обладающих повышенной активностью во взаимодействии с водородом. При этом высокая активность молекулярного водорода эффективно защищает металлический расплав от негативного атмосферного влияния.
Технология сварки и резки с помощью водорода, в отличие от ацетиленовой или пропановой, позволяет получать довольно чистый срез. Помимо этого в ней отсутствуют вредные выбросы азотной окиси и грата, а металл не поглощает углерод и закаливается.
Водородные сварочные аппараты целесообразно применять при работах, производимых в тоннелях, колодцах и других труднодоступных местах, где запрещается размещение баллонов с пропаном или ацетиленом. Отдельные виды водородного сварочного оборудования позволяют осуществлять сварку даже при отрицательных температурах.
promplace.ru
Водородно-кислородный сварочный | Домашний мастер
Аппарат для газовой резки и сварки различных материалов, включая тугоплавкие металлы, ни одному хозяйству, думается, не помешает. Тем более компактный и абсолютно безопасный в обращении. Но где такой достать? Да и не по карману многим его приобретение. А вот у сторонников малой механизации — любителей создавать всё своими руками такой аппарат наверняка имеется. Возможно, даже самодельный, выполненный по эскизам и с учётом рекомендаций, которые были опубликованы на страницах «Моделиста-конструктора» (№7 за 1980 г. и № 10 за 1985 г.).
О том, как смастерить усовершенствованный вариант малогабаритного, но достаточно мощного аппарата для газовой резки и сварки, работающего по принципу получения водородно-кислородной горючей смеси с помощью электролиза водного раствора щёлочи, рассказывает очередная публикация журнала.
Первая «водогорелка», способная резать и сваривать даже тугоплавкие металлы, у меня с 1985 года. Изготовил её (а сейчас наладил мелкосерийный выпуск аналогов для продажи) по материалам журнала «Моделист-конструктор». Теперь выношу на суд читателей свою последнюю разработку, в основе которой хотя и усовершенствованный (большее число рабочих пластин, модифицированные боковые платы и надёжный штуцер для выхода горючей газовой смеси), но действующий по тому же принципу электролизер.
Тем, кто впервые сталкивается с подобным устройством, нелишне, думается, в самых общих чертах пояснить (а остальным напомнить), в чем суть такого рода конструкций. А она достаточно проста.
Рис.1. Аппарат для резки и сварки, работающий на продуктах электролиза слабого щелочного раствора:
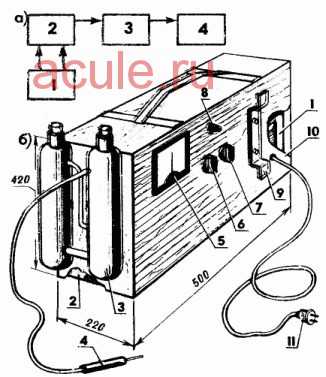 а — блок-схема, б — готовая самодельная конструкция; ё — блок питания выпрямленным напряжением электросети, 2 — электролизер, 3 — затвор жидкостный, 4 — горелка газовая, 5 — амперметр, 6 — ручка включения аппарата, 7 — ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 — ручка управления потенциометрами, 9 — скоба хранения электрошнура в свёрнутом состоянии, 10 — корпус переносной деревянный, 11 — штепсельная вилка.
а — блок-схема, б — готовая самодельная конструкция; ё — блок питания выпрямленным напряжением электросети, 2 — электролизер, 3 — затвор жидкостный, 4 — горелка газовая, 5 — амперметр, 6 — ручка включения аппарата, 7 — ручка смены режима работы (скачкообразное изменение отдаваемой в нагрузку мощности), 8 — ручка управления потенциометрами, 9 — скоба хранения электрошнура в свёрнутом состоянии, 10 — корпус переносной деревянный, 11 — штепсельная вилка.
Рис.2. Электролизер («восьмидесятиячеистый» вариант):
 1 — плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька М6 (4 шт.), 7 — гайка М6 со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная M10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щёлочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная Ml8, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щёлочеупорная).
1 — плата боковая (фанера, s12, 2 шт.), 2 щека прозрачная (оргстекло, s4, 2 шт.), 3 — пластина-электрод (жесть, s0,5; 81 шт.), 4 — кольцо разделительное герметизирующее (5-мм резина кислото- и щёлочеупорная, 82 шт.), 5 — втулка-изолятор (кембриковая трубка 6,2×1, L35, 12 шт.), 6 — шпилька М6 (4 шт.), 7 — гайка М6 со стопорной шайбой (8 шт.), 8 — трубка вывода горючей газовой смеси, 9 — раствор слабощелочной (2/3 внутреннего объёма электролизера), 10 — вывод контактный (медь рафинированная, 2 шт.), 11 — штуцер («нержавейка»), 12 — гайка накидная M10, 13 — шайба штуцера («нержавейка»), 14 — манжета (резина кислото- и щёлочеупорная), 15 — горловина заливная («нержавейка»), 16 — гайка накидная Ml8, 17 — шайба заливной горловины («нержавейка»), 18 — шайба герметизирующая (резина кислото- и щелочеупорная), 19 — крышка заливной горловины («нержавейка»), 20 — прокладка герметизирующая (резина кислото- и щёлочеупорная).
Между боковыми платами, соединёнными четырьмя шпильками, размещены металлические пластины-электроды, разделённые резиновыми кольцами. Внутренняя ячеистая полость такой батареи на 1/2…3/4 объёма заполнена слабым водным раствором щёлочи (КОН или NaOH). Приложенное к пластинам напряжение от источника постоянного тока вызывает разложение (электролиз) раствора, сопровождающееся обильным выделением водорода и кислорода. Эта смесь газов, пройдя через специальный жидкостный затвор (рис. 1а), поступает далее на горелку и, сгорая, позволяет получить столь необходимую для многих технологических процессов (например, резки и сварки металлов) высокую температуру — около 1800° С.
Производительность электролизера зависит от концентрации щёлочи в растворе и прочих факторов. А самое главное — от размеров и количества пластин-электродов, расстояния между ними, что, в свою очередь, определяется параметрами блока электропитания — мощностью и напряжением (из расчёта 2…3 В на гальванический промежуток между двумя расположенными рядом друг с другом пластинами).
Предлагаемые мною конструкции источника постоянного тока доступны для изготовления в условиях «домашней мастерской» и начинающему самодельщику. Они способны обеспечить надёжную работу даже «восьмидесятиячеистого» (пластин-электродов у такого — 81 шт.) электролизера, а тем более — «тридцатиячеистого». Вариант, принципиальная электрическая схема которого изображена на рис. 4, позволяет к тому же легко осуществлять регулировку мощности для оптимального согласования с нагрузкой: на первой ступени — 0…1,7 кВт, на второй (при включении SA1) — 1,7…3,4 кВт.
И пластины для электролизера предлагаются соответствующие — 150×150 мм. Изготавливаются они из кровельного железа толщиной 0,5 мм. Помимо газоотводного 12-мм отверстия в каждой пластине сверлится еще по четыре установочных (диаметром 2,5 мм), в которые при сборке продеваются вязальные или велосипедные спицы. Последние нужны для лучшего центрирования пластин и прокладок, а потому на окончательном этапе сборки из конструкции убираются.
Вообще-то пришлось немало поломать голову, прежде чем «водогорелка» стала удобной и надёжной, как лампа Эдисона: включил — заработала, выключил — работать перестала. Особенно хлопотным делом оказалась модернизация не самого электролизера, а подсоединяемого к нему на выходе жидкостного затвора. Но стоило отказаться от ставшего было шаблонным применения воды в качестве заслона от распространения пламени внутрь газообразующей батареи (по соединительной трубке) и обратиться к использованию… керосина, как все тут же пошло на лад.
Почему выбран именно керосин? Во-первых, потому, что в отличие от воды эта жидкость в присутствии щелочи не вспенивается. Во-вторых, как показала практика, при случайном попадании
acule.ru
Водородный сварочный аппарат: преимущества работы

Водородное пламя используется как альтернатива ацетиленовому. С его помощью можно осуществлять процесс сваривания, резки, запаивания. Сварочный водородный аппарат обеспечивает эффективность и безопасность процесса. Использование водорода вместо ацетилена в процессе газовой сварки обеспечивает большую продуктивность. Сварочный шов получается качественным, а производительность остается на высоком уровне.
Суть процесса
Водородная сварка – разновидность газопламенной. Ее суть заключается в смешивании газов — водорода и кислорода. Работа позволяет получить пористый тонкий шов, однако в сварочной емкости остается большой шлаковый слой. Чтобы это избежать, в газовую смесь добавляют минимальное количество органики, а именно углеводородов. Эти вещества обладают способностью «гасить» кислород.
Сложным вопросом при организации водородной сварки считается выбор эффективного источника подачи газа. Известно, что применять водородный баллон для этих целей опасно. Сжиженный водород при высокой концентрации вызывает удушье и головокружение. Также проблемой является невидимость пламени в дневном свете. Днем применение такой сварки возможно только с использованием датчиков. Также проблема решается при помощи электролизеров – приборов, разлагающих воду на составляющие – кислород и водород.
Необходимо помнить, что этот газ пригоден для проведения сварки из малоуглеродистых сталей, железа, однако для сварки листов и труб из нержавеющей стали его применять нельзя.
Проблема возникает из-за взаимодействия водорода с никелем при высоких температурах. После охлаждения выделяется газ и образует повреждения на поверхности. Также такая сварка не применяется при обработке меди.
Варианты применения
Сварочный водородный аппарат подключают как к бытовой, так и к электрической сети с тремя фазами. Также его используют для ручной и автоматизированной работы. При работе происходит подача по шлангу смеси газов в горелку. Температура регулируется в диапазоне 600-2600 градусов по Цельсию.

Любой сварочный аппарат включается в эксплуатационный режим очень быстро – это зависит от температуры окружающей среды, а также величины расхода газа. Малые габариты прибора способны обеспечить его высокую мощность. Продукт горения водорода – пар, не имеющий токсических свойств. Поэтому как при работе, так и при хранении сварочный аппарат на основе этого газа абсолютно безопасен. Однако требования техники безопасности стоит соблюдать — нужно применять защитный костюм и очки при эксплуатации устройства.
Существуют следующие варианты применения оборудования:
- сваривание;
- выпаивание;
- порошковое напыление;
- кислородная резка;
- термическое упрочнение;
- наплавка.
Выбор режимов эксплуатации обеспечивает широкий спектр возможностей прибора — от сварки малой толщины до осуществления резки больших по толщине листов стали. Качественный сварочный аппарат – помощник стоматологов, ювелиров, также он часто применяется при ремонте холодильного оборудования, а также в пунктах технического обслуживания.
Помимо этого, оборудование используется при ремонте ступиц, двигателя, радиаторов, для проведения кузовных работ.
Безопасность устройства достигается благодаря системе автоматического отключения при достижении запредельного уровня давления и допустимой концентрации электролита. Это защищает от возможных взрывов и пожаров.

Плюсы водородной сварки
Преимущества данного типа сварочных работ таковы:
- эффективность;
- безопасность;
- экологичность;
- компактность;
- небольшая трудоемкость;
- широкий спектр материалов обработки: сталь, благородные и цветные металлы, стекло, чугун, керамика, стекло;
- для эксплуатации требуется только вода, бесперебойная работа не нуждается в других компонентах;
- водородная атмосфера создает защиту поверхности от окисления;
- нет необходимости перезарядки.
Новейшая разработка – сварочный аппарат, способный соединять трубы, толщина металлической поверхности которых составляет до 5 мм. Устройства применяются при заваривании участков с браком, а также для разрезания металлов толщиной до 30 мм. Такая сварка возможна при баллонной подаче кислорода. Так получают чистый срез. Металл подвергается закаливанию, но не происходит насыщения углеродом и нет побочного образования оксида азота. Такое оборудование эксплуатируется в метро, тоннельных помещениях и колодцах.
Таким образом, применение водородной сварки – отличное решение для широкого круга сфер деятельности. Главное достоинство метода заключается в его абсолютной безопасности при соблюдении всех условий эксплуатации.
Интересное по теме:
autokuz.ru
Газосварка | Мастер-класс своими руками
Ювелирный газосварочный аппарат на обычной воде. Водород при смеси с воздухом образует взрывоопасную смесь — так называемый гремучий газ. Температура горения водорода 2800 град. Цельсия. Именно на этих фактах и собранны данная газосварка. Основой сварки является электролизер, который заправляется раствором щелочи в воде, т.е. обычной соды (натрий двууглекислый) и генерирует Кислород, и Водород смесь, которая идеально горит. Вот так может выглядеть готовый агрегат:
Итак, начнем со сборки самого электролизера. Нам понадобится: 1. Листовая нержавеющая сталь (нержавейка) 2. Резина или пластик 3. Оргстекло или как его еще называют стеклопластик 4. Болты с гайками 5.Герметик 6. Соединительные штуцера и патрубки Начнем. Для начала нарежем пластины нержавейки


После это в пластинах необходимо высверлить отверстия для циркуляции раствора и прохода газа между отсеками

Теперь нарежем изолирующие пластиковые промежутки лучше изготовить их из резины, но у меня не нашлось её и я использовал пластик и силиконовый герметик
Получилось не очень изящно, главное работоспособно. Осталось вырезать боковые основы из оргстекла и можно начинать сборку. Чтобы отверстия для болтов совпадали, рекомендую положить одно на другое стекла высверлить аккуратно по диагонали два отверстия и закрепить шурупами, так при сверлении стекла не будут съезжать

Теперь можно начинать сборку. Начала на оргстекло мажем герметик и укладываем пластик на пластик ложем нержавейку и так далее промазывая все герметикам в итоге у нас получаются такие отсеки для раствора


Самые крайние пластины нужно отвести так чтобы можно было закрепить контакты.

Из за, мягко говоря ошибки в расчетах два болта не вошли. Перед тем как закрывать верхний отсек в стекле необходимо сделать два отверстия вверху для выхода газа и снизу для поддержки уровя раствора

Нижний патрубок нужно соединить с бутылкой, в которую будет заливаться раствор и по принципу сообщающихся сосудов раствор попадет в отсеки

Затем необходимо изготовить водный затвор. Так как из электролизера выходит гремучий газ пламя может легко пойти по трубке и взорвется это происходит всего за долю секунды. Я таким образом потерял три бутылки по 0.5. И так в пробке делается два отверстия в одну заходит трубка электролизера и погружается в воду. Во второе отверстие вставляется трубка горелки

В качестве горелки используется обычный шприц, а именно игла

Для питания используется очень мощный источник постоянного тока, расчет напряжения 2 вольта на пластину нержавейки, ток не менее 7 А. Ток подается на крайние пластины. Теперь осталось самое простое приготовить раствор. В воду добавляется обычная сода в идеале лучше взять NaOH (едкий натрий, каустическая сода) но её не так просто найти, концентрация соды рассчитывается по амперажу ток должен быть в пределах от 4 до 6 ампер (для обычной соды). Прежде чем собирать установку помните, что водород крайне взрывоопасен достаточно маленькой искры, чтобы вызвать взрыв. Температура горения водорода велика и следовательно не горючие газы входящие в состав воздуха сильно расширяются и происходит очень сильный хлопок по этой причине меня два раза глушило на оба уха и вырвало дно у трех бутылок.

Вот и все можно пользоваться.


Желающим повторить удачи!
Видео с наглядным объяснением:sdelaysam-svoimirukami.ru
Водородная сварка
Сегодня среди всех видов газопламенных обработок все большую популярность получает сварка водородная. Такая газосварочная технология основана прежде всего на процессе электрохимического распада воды на два химических элемента: водород и кислород.
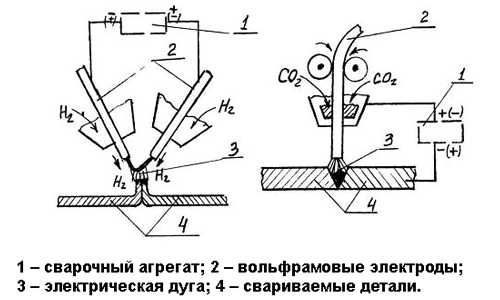
Схемы водородной сварки.
Процедура сварки отличается наибольшей эффективностью и обладает большими преимуществами перед сваркой, где главным элементом выступает соединение кислорода с ацетиленом.
Водородную сварку можно отнести к категории безвредных технологий, так как весь процесс горения основан на единственном элементе — водяном паре. В ходе работы температура горелки может повыситься до 2600°С, а это значит, что данная технология позволит осуществить любую сварку, спаивание или поможет прорезать различные виды черных металлов.
Технология процесса водородной сварки
Так как водородное пламя имеет ряд преимуществ перед ацетиленовым, его чаще используют для прорезания и спайки изделий из металла. Из-за того что в результате горения выделяется водяной пар, такая сварка считается самой безопасной. При использовании в ходе сварки водорода как топливного элемента, на покрытии металла может возникнуть слой шлака большой толщины. Выполняемый при этом сварочный шов будет иметь тонкую толщину и рыхлость. Чтобы избежать этого, в основном используют органические соединения, которые, наоборот, связывают кислород. Для этого лучше применять различные углеводороды (бензин, толуол и др.) и подогревать их до достижения температуры 80% от температуры кипения. При сварке понадобится минимальное количество углеводородов для максимального результата, поэтому она и намного дешевле, чем другая газопламенная обработка.
Устройство водородной горелки.
При использовании водородной сварки не нужно применять газовые баллоны, являющиеся эффективными источниками смеси водорода с кислородом. Дело в том, что они очень опасны при эксплуатации. Когда происходит сварка, водородное пламя совсем не видно при дневном свете. Поэтому для облегчения работы необходимо использовать специальные датчики. Надежность источников газа зависит прежде всего от аппаратов, работа которых возможна при наполненности водой, где с помощью воздействия электроэнергии она распадается на кислород и водород. При помощи таких электролизеров очень просто выполняется электролизная сварка, где в качестве основного элемента соединения деталей используется водородно-кислородная смесь.
В некоторых случаях используется атомно-водородная сварка, представляющая собой электрохимический процесс плавления. Действие достигается в результате нагревания электрической дуги расщепления водорода. По уровню содержания тепла атомно-водородная сварка несколько отличается от ацетиленово-кислородной сварки и других видов сварок. В основном данный вид используется при сварке чугуна или стали. В промышленных предприятиях атомно-водородная сварка применяется в редких случаях по причине высокого напряжения, которое опасно для любого человека.
Вернуться к оглавлению
Виды сварочных аппаратов
Для осуществления любого вида сварочных работ необходимо применять аппарат для сварки, отсутствие которого на любом строительном объекте или в бытовых условиях недопустимо. Ведь он является единственным аппаратом с возможностью скрепления изделий из металла.
Электросхема водородной горелки.
При водородной сварке использованию подлежит водородно-сварочное оборудование. Водородный аппарат используется не только для резки и спайки разных видов металлов, но и для отделки различного пластика, стекла или кварца.
Этот вид оборудования подлежит использованию в отраслевых областях, где для работы нужен нагрев до максимальных температур.
Сварочный аппарат работает за счет водорода, который вырабатывается в самом аппарате. Вследствие распада молекул воды на два важных элемента, кислород и водород, удается получить водород. После этого образуется газовая смесь, имеющая максимальную энергию. При помощи нее можно осуществлять работы по соединению различных металлических конструкций.
Для того чтобы это устройство работало правильно, нужно подготовить 1,5 л дистиллированной воды и освободить доступ к сети электропитания.
Это оборудование очень легко эксплуатируется, не требует частого перезаряжания и имеет небольшую трудоемкость. Работа начинается уже через несколько минут после включения в сеть электропитания. При помощи аппаратов водородной сварки можно осуществлять сварку деталей толщиной до трех миллиметров, а это значит, что он может использоваться ювелирами, стоматологами, специалистами по ремонту бытовой техники.
Водородно-кислородные электролизеры отличаются мощностью, в зависимости от которой допускается выполнение различных сварочных работ.
Схема электролизера для водородной сварки.
К ним относится спайка, сварочные работы, кислородная резка и другие. При сварке водородом можно выполнить огромный перечень работ, начиная с микросварки и заканчивая резкой стальных листов. Эти аппараты малогабаритные и могут применяться для сварки листов размером до 2 мм при мощности 1,8 кВт.
В некоторых случаях применяются ацетиленовые генераторы и баллоны. Их целесообразно применять только в полевых условиях, где нет возможности использовать электричество. Если имеется разъем электропитания, то лучше использовать громоздкое сварочное оборудование.
Атомно-водородная сварка немного отличается своим технологическим процессом от обычного вида таких работ. В процессе происходит подача водорода в сварочную область. При помощи сварочной горелки можно с легкостью определить направление и объем смеси.
В ходе выполнения сварки с элементами кислорода и водорода, происходит оплавление краев горелки из-за слишком высокого уровня температуры. Поэтому она подлежит немедленному очищению. Такой процесс газосварки можно выполнить как в ручном, так и в автоматическом режиме.
Специалисты, имеющие навыки в этой области, способны делать эти необходимые работы без чьей-либо помощи.
Нужно просто купить аппарат для сварки с эффектом 210, где в упаковке имеется еще одна горелка. Этот аппарат начинает работу после включения его в сеть электропитания 220 Вт. Им можно легко достичь результата при резке металлических пластин небольшой толщины либо пластин из легированных сталей.
Вернуться к оглавлению
Создание водородно-сварочного оборудования в домашних условиях
Водородный прибор для сварки может пригодиться каждому и в домашних условиях. Если покупать такой прибор в магазине, это обойдется очень дорого.
Тем более каждый может самостоятельно изготовить его дома. Для того чтобы смастерить сварочный аппарат дома, понадобятся следующие инструменты и материалы:
Для выполнения водородной сварки потребуется полтора литра дистиллированной воды.
- гладкий лист, состоящий из нержавеющего металла;
- металлические болты и гайки;
- поликарбонат;
- материал резины или пластика;
- полимерный компонент — герметик;
- соединительные детали, называемые штуцеры.
В процессе сборки сварочного водородного прибора очень важно придерживаться технологии выполнения работ. Это все можно узнать, прочитав инструкцию.
Весь процесс сварки и резки с помощью водорода, по сравнению с ацетиленовым или пропановым, допускает получение среза без дополнительной обработки шлифовальными инструментами. Также при использовании этой технологии исключено выбрасывание опасной окиси азота, в то время как металл не может поглотить углерод, в связи с чем закаляется.
Водородные сварочные аппараты необходимо эксплуатировать при работах, выполняемых в труднодоступных местах, где невозможно разместить баллон, наполненный нужным веществом.
Другие разновидности водородного оборудования допускают производить сварку и при минусовой температуре.
expertsvarki.ru
Способы получения углекислого газа | Сварка и сварщик
В промышленном масштабе углекислоту можно получить следующими способами:
- из известняка, в котором содержится до 40% СО2, кокса или антрацита до 18% CO2 путем их обжига в специальных печах;
- на установках, работающих по сернокислому методу за счет реакций взаимодействия серной кислоты с эмульсией мела;
- из газов, образующихся при брожении спирта, пива, расщепления жиров;
- из дымовых газов промышленных котельных, сжигающих уголь, природный газ и другое топливо. Дымовой газ содержит 12-20% СО2;
- из отходящих газов химических производств, в первую очередь синтетического аммиака и метанола. Отходящие газы содержат примерно 90% СО2.
На данный момент наиболее распространенным способом получения углекислоты является – получение из газов при брожении. Отходящий газ в этих случаях представляет собой почти чистый углекислый газ и является дешевым побочным продуктом производства.
На гидролизных заводах при брожении дрожжей с опилками выделяются газы, содержащие 99% CO2.

1 - бродильный чан; 2 - газгольдер; 3 - промывочная башня; 4 - предварительный компрессор; 5 - трубчатый холодильник; 6 - маслоотделитель; 7 - башня; 8 - башня; 9 - двухступенчатый компрессор; 10 - холодильник; 11 - маслоотделитель; 12 - цистерна.
Схема получения углекислого газа на гидролизных заводах
Газ из бродильного чана 1 подается насосами, а при наличии достаточного давления поступает самостоятельно в газгольдер 2, где происходит отделение от него твердых частиц. Затем газ поступает в промывочную башню 3, заполненную коксом или керамическими кольцами, где он омывается встречным потоком воды и окончательно освобождается от твердых частиц и растворимых в воде примесей. После промывки газ поступает в предварительный компрессор 4, где он сжимается до давления 400-550 кПа.
Так как при сжатии температура углекислого газа повышается до 90-100°С, то после компрессора газ поступает в трубчатый холодильник 5, где охлаждается до 15°С. Затем углекислота направляется в маслоотделитель 6, где отделяется масло, попавшее в газ при сжатии. После этого углекислый газ подвергается очистке водными растворами окислителей (KMnO4, K2Cr2P7, гипохромитом) в башне 7, а затем осушке активированным углем или силикагелем в башне 8.
После очистки и осушки углекислота поступает в двухступенчатый компрессор 9. На ступени I происходит сжатие его до 1-1,2 МПа. Затем углекислый газ поступает в холодильник 10, где охлаждается со 100 до 15°C, проходит маслоотделитель 11 и поступает на II ступень компрессора, где сжимается до 6-7 МПа, превращается в жидкую двуокись углерода и собирается в цистерну 12, из которой производится заправка стандартных баллонов или других емкостей (танков).
weldering.com
Сварка под водой - обзор технологии с фото и видео
Сварка под водой — поистине уникальный технологический процесс, ведь, казалось бы, как можно совместить несовместимое? Но с развитием кораблестроения, нефтяной отрасли и строительством морских установок возникла необходимость в проведении сварочных работ под водой. Впервые возможность подводной сварки была опытно доказана советским ученым К.К. Хреновым, а впоследствии данная технология получила широкое применение при осуществлении строительных и ремонтных работ на глубине.
Сферы применения подводной сварки
Сварка под водой — неотъемлемая часть любых ремонтных или монтажных работ металлических конструкций и деталей, находящихся ниже ватерлинии:
- нефтяных трубопроводов, по которым передается нефть и газ в различные страны и регионы
- морских и речных судов, которые подвергаются коррозии, различным повреждениям во время шторма и боевых действий и т.п.
- причалов и портовых сооружений, значительная часть которых находится ниже ватерлинии
- буровых вышек, платформ или дамб
- специальных технических сооружений вокруг скважин на морском дне и т.д.
Для того чтобы понимать, каким образом возможно воплотить настолько сложные задачи, необходимо иметь представление о технологических особенностях и принципах подводной сварочной деятельности.
Принципы работы подводной сварки
Сварка под водой может быть произведена разными способами, технологически значительно отличающимися друг от друга — сухая и мокрая:
- Сухая подводная сварка подразумевает под собой использование дорогостоящего дополнительного оборудования, обеспечивающего создание вокруг сварочного объекта под водой условий, при которых можно использовать обычные сварочные аппараты, применяемые и на суше. Это может быть подводная камера, отсек с кислородом, бокс и т.д. Как это происходит, мы опишем ниже.
- Мокрая подводная сварка осуществляется специалистом-сварщиком непосредственно в водной среде с использованием только приведенного в работу электрода и собственных навыков и умений. Каким образом это происходит?
В данном случае применяется метод дуговой сварки, который является наиболее распространенным. Сварочная дуга во время работы на глубине выделяет много тепловой энергии и испаряет воду вокруг себя, что создает заполненную газом сферу, позволяющую ей гореть вне зависимости от слоя воды вокруг. При этом продукты сгорания поднимают вокруг себя взвеси, затрудняющие видимость сварочного шва специалисту. В свою очередь, данный вид сварки подразделяется на подвиды:
- Полуавтоматическая. Сварщик вручную регулирует направление автоматической подачи проволоки. К плюсам данного метода можно отнести его длительность и лучшую видимость при рабочем процессе, поскольку в данном случае производится намного меньше продуктов горения, чем при ручном методе.
- Ручная. Сварщик использует электроды для подводной сварки, может свободно передвигаться и применять сварочное оборудование в труднодоступных местах.
Конечно, для проведения работ такой сложности используются не стандартное оборудование и расходные материалы, а специализированные, адаптированные под тяжелые условия применения. Каким требованиям они должны отвечать, рассмотрим далее.
Оборудование и расходные материалы для сварки на глубине
Сварочный процесс происходит в холодной воде с содержанием большого количества водорода. Для того чтобы компенсировать потерю тепла, дуге в водной среде необходимо более высокое напряжение, чем на суше, 30-35 В. Поэтому сварочные аппараты имеют напряжение 70-110 В. При сварочных работах может быть использован как переменный, так и постоянный ток. Наиболее часто используется постоянный ток с силой 180-220 А.
Электроды для сварки под водой имеют специальное водонепроницаемое покрытие (пленку), пропитанное водостойкими составами: парафином, нитролаками и т.д. Вес пленки должен быть не менее 150% от массы самого электрода, чтобы обеспечить надежную и длительную защиту стержня при работах в воде. Диаметр электрода составляет 4-6 мм.
Поверхность держателей и кабелей для такого вида работ герметична и обладает надежной электроизоляцией для обеспечения бесперебойной работы сварочной цепи.
Организация сварочного процесса под водой
Ранее уже упоминалось, что подводная сварка подразделяется на два основных типа: сухую и мокрую, принцип организации рабочего процесса которых значительно отличается друг от друга:
- Сухая сварка под водой. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат, времени, подготовки и специализированного дополнительного оборудования (краны, суда, контролирующие и измерительные приборы и т.п.). Подвиды сухой сварки на глубине:
- Сварка в сухой глубоководной камере или передвижном боксе. Данный вид работ используется нечасто, поскольку требует больших финансовых затрат и специализированного дополнительного оборудования (краны, суда и т.п.). При данном методе под воду погружается или сооружается глубоководная герметичная камера («кессон»), которая также герметично закрепляется вокруг рабочей поверхности. Сварщик работает внутри данной конструкции, в которой поддерживается атмосферное давление путем наполнения ее газом и вытеснения воды. Качество швов и условия работы при данном виде сварки ничем не уступают тем, что проводятся на суше.
- Гипербарическая сварка. Сварочный процесс осуществляется в камерах, где поддерживается газовая среда, вытесняющая воду. Сам специалист-сварщик находится вне данного бокса, сварка производится посредством электродной проволоки. Самое главное условие, которое должно соблюдаться при данном виде сварки — это очень плотное прилегание сварочных элементов в месте соединения.
- Мокрая сварка под водой. При данном виде сварки и водолаз и рабочий объект находятся в водной среде. Никакого специализированного дополнительного оборудования (помимо сварочного) при данном методе не требуется. Это существенно экономит время, дает свободу передвижения сварщику и не требует дополнительных затрат. Качество швов же, к сожалению, ввиду особенностей сварки, проводимой непосредственно в воде, уступает сухой подводной сварке.
Требования к подводным сварщикам
Данная профессия сопряжена со многими трудностями и риском, требует от специалистов абсолютного соблюдения техники безопасности и определенных знаний и навыков. Для того чтобы стать подводным сварщиком, вам необходимо иметь диплом по специальности «сварщик» и диплом технического дайвера. Только имея на руках данные специализации, вы сможете поступить в школу подводных сварщиков, где вас обучат всем необходимым нюансам и умениям для дальнейшей работы по данной специальности.
Если у вас есть вопросы, связанные с данной темой, или, может быть, вы работаете по данной специальности, оставьте свой комментарий или поделитесь личным опытом.
Оценка статьи:
Поделиться с друзьями:
Поиск записей с помощью фильтра:
ГибкаЗащитаКовкаРезкаСваркаСверление
АрматураКвадратКругЛистПолосаПроволокаТрубаУголокШвеллер/балка
АлюминийЛатуньМедьНержавейкаТитанЧугун
wikimetall.ru










