
Виды и особенности сварных швов. Шов сварочный или сварной
Сварочные швы: разновидности и особенности
В сварке, как и в любом другом технологическом процессе, важен не только конечный результат, но и все те нюансы, от которых и зависит конечное качество работы. В нашем случае эквивалентом качества становится сварочный шов, поскольку от него напрямую зависит прочность (а значит и долговечность) металлической конструкции.

Для сварки мастеру нужны не только качественные комплектующие и оборудование, но и бесценный опыт. Чтобы его накопить, необходимо постоянно обучаться и практиковаться. Насчет практики придется позаботиться самостоятельно, а вот с теорией мы вам поможем. В этой статье мы подробно расскажем, какие существуют виды сварных швов и какие особенности нужно учесть, чтобы выполнить работу качественно.
Содержание статьи
Общая информация
Прежде чем узнать, какие есть виды сварных соединений и швов, нужно определиться с понятием свойств сварного соединения. Свойства — это, по сути, характеристики шва, от которых зависит его качество. К свойствам относится прочность, вязкость, относительное удлинение и сужение. Но чем определяются свойства сварного соединения? Свойства сварного шва зависят от металла, метода сварки, комплектующих и многих косвенных факторов (например, от усталости сварщика).
Так же важно знать, какую нагрузку выдерживает сварной шов. В интернете ходит много споров по этому поводу. Каждый мастер считает, что именно он знает, сколько выдерживает сварной шов. Мы скажем лишь одно: не существует единого ответа на этот вопрос. Для каждого типа металла это отдельное значение, поскольку разные виды швов имеют свой предел прочности.
Виды швов

Вот основные виды сварных соединений и швов:
В этой статье мы подробно разбирали каждый вид сварного соединения.
Особенности
У швов есть свои дополнительные особенности, которые нужно знать. Прежде всего, это форма соединения. Она может быть выступающей, впалой или плоской. Выбор формы зависит от конкретных задач, которые нужно выполнить.
Так, например, выступающий (или просто выпуклый) шов применяется при сварке металлоконструкций, к которым предъявлены повышенные требования по нагрузке. Впалые (или вогнутые) швы без проблем переносят различного рода динамические нагрузки. Но в большинстве случаев вы встретите плоские швы, поскольку их характеристики наиболее универсальны и примени к большинству видов работ.

Также швы могут быть протяженными и прерывистыми. Протяженные (или сплошные) — это швы, которые выполняются за один подход, не имеют интервалов. Прерывистые, соответственно, наоборот выполняются с интервалами. Для выполнения большинства работ вам будет достаточно прерывистых сварочных швов и соединений. Сплошные швы применяются при сварке усиленных металлоконструкций.
Наиболее технологичный и качественный способ сделать соединение прерывистого типа — это контактная сварка. Ее выполняют с помощью вращающихся дисковых электродов. В домашней сварке этот метод скорее бесполезен, зато на крупных производствах ему нет равных. С помощью контактной сварки можно за короткие сроки выполнить большой объем работ, при это качество соединений не пострадает, а только улучшится.
Также есть роликовая сварка, с помощью которой можно выполнить качественный сплошной шов. Получаемый сварочный шов отличается прочностью, герметичностью и долговечностью. В большинстве случаев роликовая сварка подойдет для промышленной сварки (например, труб или модулей, требующих повышенной герметичности).
Теперь поговорим о слоях. Сварные соединения могут быть однослойными и двухслойными. Если шов был сделан за один подход, то он называется однослойным. Если металл очень толстый или соединение должно получится очень прочным, то применяют двухслойный метод, когда шов формируется в несколько подходов, буквально по слоям. Нельзя однозначно говорить, какой шов лучше поскольку это зависит от того, какие задачи стоят перед вами.
Зная все это вас не должно удивлять то, что сами швы могут иметь различную пространственную ориентацию, которая так же зависит от задач, которые нужно выполнить. Соединение может быть нижним, верхним (или потолочным), вертикальным или горизонтальным.
При сварке вертикального шва электрод нужно вести снизу-вверх, при этом существует множество способов траектории движения электрода. Мы не будем перечислять их в рамках этой статьи, просто посоветуем новичкам метод «полумесяца». Более опытные мастера перемещают электрод «елочкой». Чтобы металл не стекал вниз, установите маленькую мощность на своем аппарате. Так вы сможете контролировать скорость плавления металла.
Если нужно сварить нижний шов, то ведите дугу под углом в 45 градусов, это позволит добиться хорошего результата. Так же рекомендуем использовать метод несимметричной «лодочки», если предстоит сварка в труднодоступном месте.
Сварка потолочного шва наиболее трудоемкая, поскольку здесь металл охотно стекает вниз под действием силы притяжения. Мы не рекомендуем выполнять потолочный шов, если у вас в целом недостаточно опыта. Но если вы все же решитесь, то используйте короткую дугу и существенно уменьшите силу тока.
От пространственной ориентации зависит положение, в котором будет двигаться электрод. Для выполнения большинства работ (например, сварки вертикальных, горизонтальных и потолочных швов) держите электрод углом вперед. А при сварке стыкового или углового шва направьте стержень углом назад. Если нужно сварить труднодоступное место, то подойдет прямой угол.
Завершение работ
Виды сварочных соединений важны, но без правильных завершающих работ вы не сможете назвать шов по-настоящему качественным. Завершающие работы не менее важны, чем подготовительные, поэтому отнеситесь к этому серьезно. Следуйте нашим простым рекомендациям, и вы сможете существенно улучшить качество работ.

У всех начинающих и опытных сварщиков при сварке образуется шлак. Это абсолютно нормально. Но нужно следить, чтобы шлак не попал в шов, иначе это негативно повлияет на качество соединения. Вы можете использовать флюс, но если такой возможности нет, то после сварки тщательно зачистите швы. Мы подробнее расскажем, как это сделать.
Если вы формируете шов в несколько подходов, то зачистка швов выполняется после каждого подхода. Можно использовать любой удобный для вас способ. Но мы расскажем об универсальном. Для начала сбейте молотком излишки шлака и зачистите шов жесткой металлической щеткой. Это можно выполнить вручную.
Затем рекомендуем выполнить механическую зачистку с помощью металлического жесткого круга. Если шов слишком крупный, то его нужно зачистить на специальном станке. Затем сварное соединение нужно тщательно отполировать. Для этого так же можно использовать шлифовальную машину, но заменить жесткий металлический круг на шлифовальный. Такое оборудование хорошо подойдет для быстрой шлифовки.
Вместо заключения
Особенности и типы сварных соединений постоянно меняются из-за технического прогресса. Сварочное дело не стоит на месте и неустанно развивается. Появляются не только новые материалы, но и методы сварки и обработки металла. Не игнорируйте эти изменения, обучайтесь новому. Так вы сможете повысить свой профессиональный уровень. Мы подробно рассказали вам, какие существуют виды сварочных швов и способы нанесения.
Помимо этой информации рекомендуем изучить нормативные документы, чтобы знать, какие предъявляются требования к сварным швам. Это действительно важно, если вы хотите работать на крупном производстве или стать домашним умельцем, а не воспринимать сварку как хобби. Соединение для детали играет такую же важную роль, как опыт мастера и качество металла. Желаем удачи в работе!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
СНиП и контроль качества сварных швов
Сварочная работа, как и любая другая производственная деятельность, требует наличия и соблюдения определенных правил, чтобы при сварке процесс был максимально продуктивным, а сварные соединения — качественными. В России и некоторых странах бывшего СССР такие правила установлены документами СНиП (строительные нормы и правила), ГОСТ (государственный стандарт), ЕНиР (единые нормы и расценки), СП (свод правил) и другими.

Впервые устроившись на работу начинающие сварщики часть сталкиваются с незнанием СНиПов и ГОСТов, и это не удивительно. Ведь перед сварщиком стоит задача изучить и понять десятки нормативных документов, написанных в официально-деловом стиле, а это отнимает много времени. Мы решили помочь вам и опираясь на правила, используемые в строительстве и при сварке, составили список важнейших норм, которые следует знать перед тем, как приступить к работе. Мы научим рассчитывать время сварки на 1 м шва и рассчитытвать, сколько метров в день нужно сварить, расскажем, как провести контроль качества сварных соединений и какие предъявляются требования к сварным конструкциям.
Содержание статьи
Нормативы сварочных работ
Для начала давайте разберемся, зачем вообще нужны нормативы и какие они бывают. Прежде всего, нормативы регулируют качество и скорость выполнения работы. Также на нормативы влияет способ сварки, функциональные возможности сварочного оборудования, используемого при сварке, и квалификация сварщика. Ведь опытный мастер способен сделать за смену в два раза больше работы, чем начинающий работник. Также учитывается рабочее место сварщика, отдельное внимание уделяется его организации.

Современные нормативы регулируют время, которое сварщик должен затратить на свою работу, количество выполненной работы (например, количество сваренных металлических изделий за смену), расход электроэнергии и материалов (электродов, сварочного оборудования и прочего). Давайте подробнее остановимся на каждом из нормативов.
Нормы времени
В большинстве стран бывшего СССР существуют так называемые единые нормы времени на выполнение 1 м шва. Они обычно прописаны в нормативных документах. Но, несмотря на это каждый сварщик должен самостоятельно уметь делать расчет времени сварки, поскольку это один из важнейших показателей его продуктивности. Норма времени складывается из того, сколько сварщик должен потратить минут на непосредственный процесс сварки, и сколько должен потратить на подготовительные и/или иные производственные операции. В целом, выделяют три производственных операции, из которых складывается норма:
- Основная производственная операция. К ней относится заготовка материалов для сварки и металла, его обработка и подготовка к сварке. Также сюда входит сам сварочный процесс.
- Вспомогательная производственная операция. К ней относится контроль качества сварных соединений и швов, а также транспортировка готовой детали в следующий цех.
- Дополнительное время. Оно тоже регулируется и дается специально для того, чтобы сварщик мог провести обслуживание процесса сварки 1 и сдать деталь на хранение, если это необходимо между основной и вспомогательной операцией.
Также обратите внимание, что прежде чем произвести расчет времени сварки нужно учесть и другие процессы, отнимающие даже несколько секунд при работе. К таким процессам относится настройка сварочного аппарата, время, затраченное на поджёг и время горения дуги при сварке особых видов металлов, время, потраченное на смену стержней, нанесение флюса или очистки шва и тому подобное. Также не забудьте учесть, что сварщику нужно время на уход за рабочим местом и на отдых (для этого нужно вычесть около 20% от полученного времени).
Выше мы писали, что учитывается еще и квалификация сварщика, а также его опыт. Обычно это просчитывается с помощью специального коэффициента. В ходе расчетов мы получаем цифру, которая является эквивалентом квалификации. Проще говоря, каждой квалификации присваивается своя цифра, которая затем используется в расчетах.
Расчет можно производить разными способами, но самый распространенный — рабочие единицы. Одна рабочая единица равна одному сваренному изделию. Чем выше квалификация, тем больше единиц должен выполнять сварщик за смену. Если объемы работ слишком большие и не позволяют производить расчет в единицах, то рассчитывается время в минутах, необходимое для выполнения 1 м шва. Как видите, в норму времени входит множество операций, которые стоит учесть при расчетах. О том, как делать расчет, мы поговорим позже, а пока давайте разберемся с остальными нормами.
Норма выработки
Норма выработки — это , по сути, просто то количество работы, которое вы выполнили за определенное количество времени. Как мы говорили выше, норма может выражаться в количестве изделий или в метрах сварного шва, которые вы успели наварить за час или за смену. Норма выработки может быть просто одним из компонентов нормы времени, а может существовать как самостоятельное правило.
Чтобы вам было понятнее, приведем простой пример. Допустим, сварщику нужно сварить 24 метра шва за смену. Мы просчитывает все: время, которое нужно потратить на настройку оборудования, на подготовку металла, на поджёг дуги, на сварочный процесс и так далее, плюс не забываем добавить время на отдых. Итого для сварщика средней квалификации норма составит 3 метра шва за 1 час. Соответственно в день (при условии 8-ти часового рабочего дня) сварщик должен сделать 24 метра шва.
Нормы расхода электроэнергии
Еще одна не менее важная норма, о которой не стоит забывать. Она необходима для расчета себестоимости сварочных работ и готового изделия. Зачастую расход считают в киловатт-часах, которые сварщик потратил на свою работу. Показания снимаются со счетчика.
Норма расхода комплектующих
Как вы понимаете, за время сварки вы расходуете не только электричество и время, но и комплектующие: электроды, газ, флюс, проволоку и прочее. Также сюда входит естественный износ аппаратов, применяемых при сварке. Износу подвержено не только оборудование, но и специфические элементы, необходимые при особых видах сварки. Например, контактные губки, роликовые направляющие, контактные плиты и многое другое. Все это нужно учесть. Кстати, в этой статье мы довольно подробно рассказывали, как рассчитать расход сварочной проволоки. Обязательно прочтите ее.
При этом степень износа может зависеть от многих факторов, например, от материала, из которого сделаны комплектующие, от металла, который вы свариваете и даже от режима, установленного в сварочном аппарате. Важно учитывать все эти факторы, поскольку они тоже влияют на себестоимость вашей работы и готового изделия. Как вы понимаете, нормирование сварочных работ просто необходимо в производственных условиях.
Теперь, когда мы разобрались с нормами, давайте перейдем непосредственно к расчету времени, которое нам нужно затратить на сварку, и посмотрим, которые нормы нам предлагают современные строительные документы.
Расчет времени, затраченного на сварку
Нормы времени на сварочные работы устанавливаются не просто так, вы могли понять это после прочтения прошлого раздела. Как вы помните, нашим показателем продуктивности считается либо количество изделий, которые вы сварили, либо метры швов, которые вы наплавили.
Ниже таблица, в которой вы можете видеть единые нормы времени на одностороннюю сварку стыковых соединений без скоса кромок. Эти нормы взяты из ЕНиР (Сборник Е22, раздел «Сварочные работы»). Также вы можете найти нормы в СНиП по сварке. Норма времени на сварку может отличаться в зависимости от многих факторов: начиная от типа шва, заканчивая, опять же, квалификацией мастера. Теперь давайте приступим к непосредственным расчетам, поскольку каждый мастер обязан знать это и применять на практике.
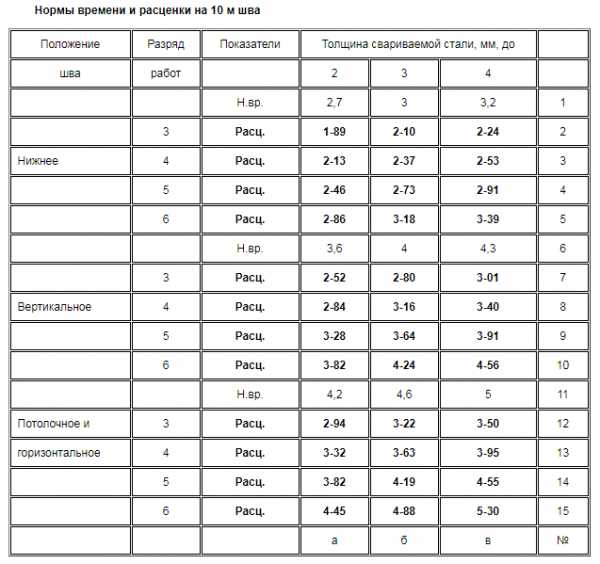
Расчеты
Для расчета времени на ведение 1 метра шва электрической дугой используются формулы. Наиболее универсальная формула выглядит следующим образом:
t0 — это основное время, обычно измеряется в часах и иногда в минутах.
L — это длина шва, обычно 1 м шва измеряется в метрах или сантиметрах.
F — это площадь сечения шва, измеряется в квадратных сантиметрах.
7,85 — пример плотности наплавленного металла, взятой в граммах на кубический сантиметр, вы должны подставить свое значение плотности.
I — значение сварочного тока, измеряется в амперах.
Кн — это коэффициент наплавки.
Чтобы посчитать, сколько времени в день сварщик тратит на работу, достаточно умножить полученную цифру на кол-во рабочих часов.
Если вам нужно рассчитать время, затраченное на газовую сварку, то воспользуйтесь следующей формулой:
S — это толщина свариваемого металла, обозначается в миллиметрах.
К — это коэффициент, он зависит от типа металла, используемого при сварке (для низкоуглеродистой стали это коэффициент составляет 4-5; для легированной стали, чугуна, латуни и бронзы — 6, для меди – 3, а для алюминия и его сплавов – 4).
Также нелишним будет запомнить формулу расчета времени, затраченного на кислородную резку:
L — это длина резки, обозначается в миллиметрах.
v — это скорость резки, обозначается мм в ми.
Как организовать рабочее место
Чтобы сварщик выполнял все нормы, положенные ему в день, нужно правильно организовать для него рабочее место. Согласитесь, сидя на неудобном стуле или с неправильной высотой рабочего стола норму выполнить сложно. А наша задача — максимально повысить производительность труда. Обычно на работе есть так называемые планы НОТ (научная организация труда). В них подробно расписывается, какое рабочее место вам положено. На картинке ниже вы можете видеть рабочее место, которое соответствует правилам.

Помимо физического комфорта рабочее место должно соответствовать правилах техники безопасности. Также у сварщика должен быть легкий доступ ко всем необходимым инструментам, чтобы не терять время в поисках электрода или новой детали.
Контроль качества сварочных работ

С нормами закончили, теперь поговорим о том, что должен делать сварщик после того, как выполнит сварку. Прежде всего, он должен произвести контроль качества сварочных работ. На крупных производствах этим занимаются отдельные люди, но на большинстве заводов эта обязанность поручается сварщику. Тема контроля качества довольно обширна, поэтому остановимся на ней поподробнее.
Контроль сварочных работ можно разделить на три этапа:
- Проверка квалификации сварщика
- Контроль качества свариваемых деталей
- Визуальный и механический контроль качества сварных соединений
Давайте подробнее разберем каждый этап.
Проверка квалификации
Перед тем, как допустить сварщика к работе, нужно проверить соответствие его навыков и присвоенной квалификации. Каждый сварщик должен предъявить документы с допуском к сварке и сделать тестовый шов на выданном ему образце детали. При тесте нужно использовать те же электроды и те же металлы, что и при основной работе. Затем образцы отправляются на экспертизу и подвергаются осмотру. Если работа сварщика соответствует нормам, то мастер допускается к сварке.
Контроль качества свариваемых деталей
Перед работой нужно проверить качество деталей, которые необходимо сварить. Детали должны иметь соответствующие документы, быть изготовлены из сертифицированного металла. Перед сваркой детали нужно тщательно осмотреть и выяснить, есть ли дефекты. В целом, качество деталей так же регламентируется нормами. Их вы можете отдельно изучить, почитав СНиПы и ГОСТы.
Визуальный и механический контроль качества сварных соединений
Это завершающий этап, который проводится после сварки. Для начала нужно очистить шов от шлака и частичек разбрызгавшегося металла. Затем нужно осмотреть шов. В идеале шов должен иметь мелкочешуйчатую структуру, а переход от шва к металлу должен быть плавным. Высота шва не должна превышать 3 миллиметра, в идеале — 1 миллиметр.
Если не соблюдать правила сварки, то практически сразу же образуются дефекты, так что визуальный осмотр помогает выявить 50% проблем еще до того, как деталь будет подвергнута более серьезным испытаниям. В ходе визуального контроля можно обнаружить трещины, излишнюю пористость соединения, излишнюю зашлакованность, не проваренный шов.
После визуального осмотра нужно подвергнуть шов механическим испытаниям. С их помощью выясняется предел прочности соединения. Если были найдены недостатки, то проводится дополнительный контроль, чтобы подтвердить наличие дефектов. Если после повторной проверки отрицательный результат подтвердится, то сварщика отстранят от работы и направят на курсы повышения квалификации.
С помощью механических испытаний можно выявить дополнительные дефекты, не видимые при визуальном осмотре. Это может быть непровар корня шва, боковой непровар, прожог или внутренние трещины. Если сварочные шов длинный, то допускается вырезка дефектного участка.
Ультразвуковой контроль сварных соединений

С помощью ультразвука можно проверить качество сварных швов. Принцип работы прост: устройство генерирует ультразвуковые волны с частотой до 20 тысяч Гц, которые беспрепятственно проникают в поры шва и начинают отражаться от внутренних трещин и или пустот, если таковые имеются. Звуковая волна прямая, но если на ее пути встречается дефект, то она искривляется.
Такую работу обычно поручают не сварщику, а специальному оператору, который фиксирует все дефекты на мониторе прибора и подробно записывает результаты проверки. В целом, это один из наиболее популярных способов обнаружить скрытые от глаз дефекты.
Мы перечислили самые популярные способы контроля качества. Конечно, есть и другие методы, но перечисленные выше давно зарекомендовали себя как наиболее эффективные. Особенно в условиях крупномасштабного производства. После того, как произведен контроль качества сварочных работ, результаты нужно обязательно зафиксировать в журнале и на чертеже.
Требования к сварным швам
Также сварщику желательно знать требования к сварным швам металлоконструкций. Это поспособствует правильному контролю качества и адекватной оценке своей работы.
Требования к механическим свойствам сварного соединения
Сварка металлоконструкций или сварка трубопроводов подразумевает безусловную прочность и надежность сварных швов. Этого можно достичь только в случае полного соблюдения требований к механическим свойствам соединений. Опираясь на ГОСТы и правила мы выявили следующие основные свойства шва, которые нужно соблюдать, чтобы соединение получить качественным:
- Показатель относительного удлинения металла шва не должен быть меньше 15-16%.
- Ударная вязкость должна быть на высоком уровне. Чтобы узнать этот параметр, нужно провести тест: проверить реакцию шва при среднесуточной температуре, при этом тест нужно проводить в течении недели при самой низкой температуре в вашем регионе. Минимальное значение ударной вязкости — 29 Дж/кв.см.
- Временное сопротивление шва на разрыв должно быть аналогичным, как у металла, используемого при сварке. Не допускается меньшее значение сопротивления.
- Твердость металла должна составлять 350 HV для сварных элементов конструкций, относящихся к 1 группе, и 400 HV для сварных элементов всех прочих конструкций. Эти правила регламентирует СНиП II-23.
Требования к качеству сварного шва
При сварке металлоконструкций крайне важно обращать внимание на качество самого шва. Ранее мы рассказывали о том, как проходит контроль качества сварочных соединений, теперь расскажем про классификацию швов исходя из их качества. Итак, швы бывают трех категорий:
- Первая категория. Наилучшее качество. К этой категории могут относиться любые типы швов, к которым предъявляются особые требования долговечности и надежности. Швы первой категории должны выдерживать колоссальные нагрузки и обеспечивать надежное соединение сложных конструкций из металла, в том числе промышленных. Швами первой категории сваривают металлические каркасы зданий и обшивку кораблей. Также к первой категории относятся швы, рассчитанные на долгую эксплуатацию в суровых климатических условиях. Например, на крайнем Севере.
- Вторая категория. Среднее качество. Это наиболее распространенная категория, к ней относятся любые типы швов, стойких к разрыву. В целом, к этой категории можно отнести большинство соединений. Яркий пример — швы, которыми сваривают кузова автомобилей. Такие швы способны выдержать относительно большие нагрузки, но не рассчитаны на эксплуатацию в жестких условиях.
- Третья категория. Ниже среднего. Швы такой категории не обязательно являются самыми плохими по качеству, но их однозначно нельзя накладывать на ответственные конструкции. Зато можно сварить вспомогательные металлические конструкции, сэкономив при этом время и силы.
Прочие требования к сварным соединениям
Требования к сварным конструкциям и швам могут быть самыми разнообразными, и помимо указанных выше существует еще ряд особенностей, которые стоит знать перед тем, как приступить к работе. В рамках этой статьи мы не сможем описать все особенности, поскольку сварочный процесс имеет множество нюансов. Рекомендуем самостоятельно ознакомиться со СНиПами на интересующую вас тему. Там вы сможете найти всю необходимую информацию о расположения сварочного соединения, его рекомендуемой длине и толщине для каждого типа конструкции и металла. Воспринимайте нормы не как свод правил, а как удобную шпаргалку в работе.
Технические условия на изготовление сварочных конструкций

Техническое нормирование крайне важно, оно регулирует весь сварочный процесс. Именно от правильной организации работы зависит конечный результат на сборочно-сварочном заводе любого масштаба. Технические условия на изготовление сварной конструкции — это, по сути, набор документов, с которыми вы можете ознакомиться и узнать всю информацию о той или иной детали. В этих документах описываются все этапы сварочного процесса: от подготовки до транспортировки. Классический пакет документов состоит из чертежей готового изделия, технических условий и программы выпуска (она может быть примерной). Давайте подробнее остановимся на этом.
Начнем с чертежей. Без них не обходится ни одна более-менее профессиональная сварка, поскольку невозможно с точностью определить «на глаз», где должны быть швы. Особенно это касается особо ответственных металлических конструкций, который могут нанести вред человеку при неправильной сварке и последующем разрушении.
В чертежах обычно прописывают информацию о том, какой металл используется при изготовлении изделия, какие особенности он имеет, какой используется размер и толщина металла, какие типы сварных швов применяются при сварке и прочее. Чертеж сдается на проверку главному инженеру, и работа начинается только после согласования. Если инженер обнаружит неточности, то сварщику (или отдельному конструктору) нужно сделать новый исправленный чертеж.Теперь о поговорим технических условиях, как об отдельном компоненте пакета документов. ГОСТ №15001-69 говорит, что тех.условия должны быть выбраны в соответствии с чертежами, предполагаемыми условиями эксплуатации изделия и накопленным опытом. Говоря простыми словами, в технических условиях описывают, где и при каких условиях будет использоваться деталь, не принесет ли она вред и прочее.
Также в технических условиях указывают особенности эксплуатации конструкции или детали. Например, изделие может быть не предназначено для эксплуатации при большой минусовой температуре или при повышенных механических нагрузках. Всю это информацию в обязательном порядке указывают в тех.условиях, чтобы избежать проблем. Так существуют конструкции нескольких типов: особо ответственные, ответственные и все остальные. Исходя из типа прописываются соответствующие условия.
И последний акт, входящий в состав пакета документации — это программа выпуска. Как мы указывали ранее, она может быть приблизительной. Здесь указывается количество изделий, которое нужно выпустить за определенный срок. Эта информация нужна скорее не для учета выпущенной продукции, а в качестве основания для использования того или иного комплекта сварочного оборудования и доказательства экономической обоснованности использования такого комплекта в работе.
Производственный процесс состоит из множества этапов и крайне важно соблюдать их последовательность и не отклоняться от общепринятых норм. Это поможет изготавливать изделия быстро, качественно и недорого.
Вместо заключения
Теперь вы знаете основные единые нормы времени на выполнение работ и требования, которые необходимо учесть при сварке. Конечно, это далеко не все выдержки из документов, вы можете найти в интернете СНиП по сварке, используемые в строительстве и при сварке, и самостоятельно ознакомиться с ними. Мы лишь собрали наиболее значимые, на наш взгляд, правила, соблюдая которые вы сможете значительно улучшить производительно труда и качество сварочных работ.
Обязательно научитесь рассчитывать расход времени и материалов, это существенно облегчит вашу работу и позволит трезво анализировать свои навыки. Также не поленитесь и заучите хотя бы основные требования к швам и металлу, который собираетесь варить. Если вы начинающий сварщик и только приступили к работе, то рекомендуем выписать основные положения и периодически перечитывать их, а затем применять на практике, чтобы закрепить результат. Делитесь этой статьей в социальных сетях и оставляйте комментарии. Желаем удачи!
[Всего голосов: 0 Средний: 0/5]svarkaed.ru
Сварочные швы
Какие бывают сварные швы
- 21 декабря
- 75 просмотров
- 15 рейтинг
Оглавление: [скрыть]
- Разновидность сварных точек по типу соединения
- Различные виды сварочных швов
- Геометрия сварочных швов
- Нормы использования сварки на величину шва
Участок металлической структуры, в которой объединяются разные детали при эксплуатации сварки, называется сварочным соединением. Сварные швы могут быть различными по прочности. Сварочное соединение может включать в себя один сварной шов. Это место термического воздействия на точку соединения металлов. В результате такого воздействия металл расплавляется, а при остывании кристаллизуется. Во многом на качество шва влияет характеристика металла в точке термического воздействия.

Классификация сварных швов.
Разновидность сварных точек по типу соединения
Швы стыковые используются в стыковых соединениях. Выполняются они неотрывными. Отличием являются действия по подготовке плоскости в торце сечения и элементов, подготавливаемых к контакту. Благодаря этому открывается полный доступ к месту сварки и обеспечивается максимально эффективное проваривание плоскостей на всю толщину.
Среди стыковых швов можно различить разные виды:
Схема заполнения стыковых швов.
- Односторонние и двухсторонние без распилки краев.
- С односторонней или двухсторонней распилкой одного из краев.
- С односторонней распилкой обоих краев.
- Распилкой V или X-вида.
- Двухсторонней распилкой обоих краев.
Угловой тип соединений применяют, когда нужна сварка угловых швов. В изготовлении таких соединений используются угловые швы. Разделить их можно по беспрерывности и по зазору.
Дополнить вышеуказанные виды можно еще разновидностью, относящейся и к стыковым, и к угловым. Таковыми служат пробочные и прорезные разновидности. Прорезной тип используется, когда нужно верхний пласт, а возможно, и нижележащие, проплавить до основного элемента. В контакте утолщенных пластов прорезные швы и соединения выполняются по изготовленным жерлам. В таком виде они будут называться «пробочными» или в случае дуговой сварки «электрозаклепкой».
Вернуться к оглавлению
Различия сварки и виды сварочных швов по пребыванию в пространстве:
- сварка горизонтальных швов;
- сварка потолочных швов;
- нижние швы.
Применяется при сварочных работах, находящихся снизу на ровной плоскости. Они технически простейшие по исполнению. Высокая прочность стыков объясняется удобными условиями, в которых растопленный металл под своим весом устремляется в сварную ванну, которая расположена горизонтально. Эта работа самая легкая в исполнении и за ней легко уследить. В нахлесточных структурах угольные в нижней позиции выполняются непрерывными, без производства поперечных колебаний.
Сварка горизонтальных и потолочных швов.
Горизонтальные сварные швы. Ход сваривания горизонтальных точек связан с некоторыми трудностями. В ходе сваривания поперечным швом на вертикальной поверхности расплавленный металл может стекать на нижний край. Как следствие на верхнем краю может появиться подрез. Использование этого способа в сваривании угольных точек, производимых в горизонтальном расположении, довольно простое и не вызывает каких-либо затруднений. Сама работа похожа на сварочные работы в нижнем расположении и зависит от требуемого шва.
Вертикальные сварочные швы. В сварке вертикально стоящих деталей расположенный снизу металл призван удерживать плавящийся металл сверху, но при этом он получается грубым и в виде чешуи. Значительно сложнее получить качественное соединение при работе, направленной вниз. Сварка вертикальных швов в стоячей плоскости возможна лишь в ориентации снизу вверх и наоборот.
Потолочные швы. Сложнейший по исполнению вид сварных работ. В процессе работы затруднено выделение газов и шлаков, а также сложно расплав удерживать от стекания и добиваться прочности точки. Но несмотря на соблюдение всех техник потолочной сварки, швы все равно уступают по надежности сварочным швам, исполненным в остальных позициях.
Классификация особенностей сварных соединений по очертанию:
- сварка продольных швов;
- создание кольцевых швов.
Схема сварки вертикальных швов.
Для выполнения продольного типа сварочных работ требуется провести доскональную подготовку металла в точке предполагаемой сварки. Поверхности деталей должны быть очищены от заусениц, кромок и неровностей. В работе продольной сварки шов возможен только при полной очистке и обезжиривании требуемых поверхностей.
Кольцевые сварные швы. Сварные работы по окружностям требуют большой аккуратности и точности, тут же необходима калибровка сварочных токов, особенно при работе с малыми диаметрами.
Сварка кольцевых швов различается по очертанию. Они бывают:
- выпуклые;
- вогнутые;
- плоские.
Вернуться к оглавлению
Основными геометрическими параметрами являются: ширина, изогнутость, выпуклость и корень стыка.
Шириной называется зазор между обозримо различными гранями сплавления металлов. Изогнутость — это зазор промеж площади, протекающей по обозримым граням точки сварки и определенного металла в точке предельной вогнутости.
Для измерения выпуклости определяется зазор относительно уровней, протекающий по обозримым граням шва и основного металла в точке предельной выпуклости. Корень — это предельно отдаленная от профильного уровня грань, которая фактически является его обратной стороной.
Можно разделить такие швы по размерным нормам:
- катет;
- толщина;
- расчетная высота.
Схема выполнения угловых швов.
В угловом сварном шве для угловой сварки длина от уровня первой свариваемой детали до края шва на следующей детали и есть катет угольного шва. Катет относится к важным характеристикам, которые необходимо соблюдать в ходе сварных работ. При простых угольных соединениях с единым размером катет шва задается размером его краев. В сваривании тавровых конструкций катет имеет фиксированную величину, при этом используют единую размерность материалов. А при применении в сварных работах тавровых конструкций разной размерности он приравнивается к толщине более тонкого металла. Катет должен иметь правильные размеры для достижения максимальной крепости соединения, если пользоваться слишком большим катетом, то возможны сварные дефекты.
Начинающим можно упростить работу с деталями, расположив их для сварки «в лодочку». При сварке «в лодочку» сокращается вероятность появления подрезов, и замок получится прочнее.
Толщина угольного шва — это предельное удаление от его уровня до контакта предельного проплавления основного металла.
Что нужно помнить при сварке угловых соединений? Для угловых швов благоприятной считается вогнутая форма уровня с плавным переходом к основе. Это связано с проблематичностью проварки в угольных швах корня на всю толщину. В большинстве вариантов катет и толщину замеряют определенными лекалами.
Чтобы получить максимально прочное соединение, нужно ссылаться на множество факторов. Их учитывают при определении типа соединения в зависимости от необходимых характеристик свариваемых изделий.
Вернуться к оглавлению
К главным нормам электросварки следует отнести:
- величину, плотность, полярность и род сварного напряжения;
- напряжение тока электродуги;
- темп сваривания;
- сечение торца проволоки.
Вспомогательными условиями являются:
- содержание и количество электродного нанесения;
- выход электрода, сварной проволоки;
- направленность электрода в ходе сваривания;
- количество и содержание используемого флюса.
Форма, величина и компонентное содержание шва во многом отличается, в зависимости от того, соблюдены ли требуемые условия; но не менее значимой является и правильность выполнения сварных работ.
С увеличением сварного тока растет углубленность провара без смены размера шва. Но в момент усиления дуги его ширина сильно увеличивается и уменьшается углубленность провара. Еще на ширину шва влияет вид инструмента, который используют при производстве таких работ. На «постоянке» ширина шва будет шире, чем при сваривании на «переменке».
Также его ширина может меняться в зависимости от скорости соединения. Чем быстрее процесс, тем меньше и глубже стяжка. При сокращении размера сечения проволоки усиливается кучность тока в проводе, это приводит к углублению провара и выпуклости шва, при этом он уменьшается. Используя проволоки меньшего размера сечения, можно добиться более углубленного провара при тех же значениях силы тока. Главное, все сварочные работы проводить правильно, не нарушая технологии их выполнения и соблюдая правила техники безопасности.
expertsvarki.ru
Основные виды сварочных швов
- Дата: 19-05-2015
- Просмотров: 477
- Рейтинг: 22
Решившись научиться искусству сваривания металла, жаждущий знаний обращается в учебную организацию, которая по истечении некоторого времени научит молодого специалиста всем тонкостям работы. Главное понять, какими бывают виды сварочных швов для успешного применения их на практике. Качественное учение рассчитано не на один год и после окончания срока начинающему сварщику, конечно, после прохождения практики присваивается квалификация или разряд, который он может по желанию повысить. На сегодняшний день высоким показателем мастерства сварки становится собственное клеймо, которое профессионал ставит на изделия, над которыми работал.

Качественно выполненные сварочные швы позволят прослужить изделиям очень долго.
Итак, прежде всего следует разделить основные понятия: сварочный шов и соединение. Они различны не принципиально, но отдельные моменты все же присутствуют.
- Шов — это непосредственно место, где происходит расплавление и кристаллизация металла в изделии. Зависит от мастерства, оборудования и особенностей металла.
- Соединение же включает в себя и шов, и прилегающие зоны, участвующие либо нет в процессе сварки. Характеризуется процессами, позволяющими оценить качество работы по окончании процесса.
Влияние режима сварки на форму шва.
Важно отделять их как понятия друг от друга, так как качество шва определяется первым и, наоборот, качественная работа зависит от характера шва. Эти определения никогда не будут в раздельности, но сами по себе представляют отличные свойства и характеристики для того или иного вида сварочного соединения.
Швы классифицируются по многим признакам. По поперечному сечению:
- Стыковые.
- Угловые.
- Прорезные.
Более подробно о классификации
Самые распространенные виды соединения — стыковые. Шов в таком случае используется один. Плюсовыми качествами шов обладает на предмет деформации — он может ей подвергнуться лишь при значительных и намеренных нагрузках. Так как подготовка металла и выбор электродов в шве происходит тщательно, то в качестве можно быть уверенным.
Классификация и обозначение сварочных швов.
В угловых соединения шов может располагаться под любым углом, но при этом учитывается толщина металла — не более 3 мм, ибо напряжение все же присутствует.
Прорезные или нахлесточные соединения предполагают большой расход материала, но не требуют его тщательной обработки. Как правило, при таких соединениях используется двойной шов, чтобы не допустить негерметичности.
Есть еще тавровые соединения, при которых швы представляют собой двойные, по местам стыка в форме буквы Т. Их используют в работе над несущими конструкциями и сварка в этом случае становится важнейшим моментом.
Прежде чем начинать работу, нужно определиться, какие виды швов подойдут именно данному изделию. Отличием может служить его конфигурация и протяженность:
Конфигурация:
- Прямая.
- Кривая.
- Окружная.
Основные типы сварочных соединений.
Прямолинейная сварка подразумевает под собой соединение деталей, соответствующих размеру изделия по одной линии. Этому подлежат профильные и направляющие конструкции.
- Кривая сварка. Это означает, что соединение конструкций может быть разных форм. К примеру, круглой трубы и профиля.
- Круговая сварка относится к швам, соединяющим полые трубы или другие круговидные предметы различного диаметра.
Дополнительные характеризующие признаки
Виды швов делятся по протяженности, что тоже имеет смысл в категории работ:
- Сплошные — короткие, средние и длинные.
- Прерывистые — прихваточные и конструкционные.
Размеры сварки швов определяются необходимостью работы над определенными конструкциями, которые бывают различными в размерах. Короткие размеры шва равны 300 мм, средние и длинные до 1 м и более. Они хороши, когда конструкции прямолинейные и длинные, к примеру, магистрали.
Прихваточные швы могут быть как временные, так и монолитные, где удержание конструкции будет определяющим фактором. Расположение их разное: по одной стороне или на двух в шахматном порядке. С их помощью варятся каркасы, стойки, секции и прочее.
По количеству накладок виды швов могут быть:
- Односторонние.
- Двусторонние.
- Многослойные.
Любое количество накладок определяется необходимостью.
Выполнение горизонтальных швов.
Изделия, подвергающиеся сварке, требуют наличие хотя бы минимальной жесткости и напряжения, иначе их можно было соединить чем-то менее прочным. Если большего не требуется, то обходятся минимальным числом сварочных швов.
Двойные варианты уже подразумевают более прочную конструкцию. В них не допускается негерметичность.
Накладка нескольких швов предполагает сварку ответственных конструкций, где усиление элементов играет важную роль. Таким образом происходит сварка толстостенных металлов, дабы избежать расхождения при напряжениях.
Какие еще бывают швы: особенности
Швы бывают:
- Нормальные.
- Выпуклые.
- Вогнутые.
Чтобы выполнить все указанные виды, мастерство сварщика должно быть на высоте, потому что такие швы используются для конструкций неправильных форм, значит, в сложных геометрических деталях. Выпуклые и вогнутые швы допускаются для соединения декоративных форм либо там, где другой шов прямолинейный положен быть не может. Отбивая шлак от такого вида шва, сварщику требуется умение и осторожность, так как есть риск испортить конструкцию.
Выполнение вертикальных швов.
Расположение в пространстве также влияет на вид используемого шва, ибо уже не получится повернуть к себе конструкцию удобным боком. Таким образом, все решает его вид, который будет наложен на:
- Нижние конструкции.
- Потолочные.
- Горизонтальные.
- Вертикальные.
Кладутся они на соответствующих поверхностях и могут иметь некоторые различия. К примеру, выполняя потолочную сварку, имеет смысл применять нахлесточные швы, так как поверхность расположена таким образом, что металл способен стекать и образовывать непровары, и соединение надежным не будет.
Швы не являются самыми надежными соединениями, поэтому по их прокладке нужны большие знания, чтобы избежать распространенных повреждений при работе:
- Подрезы.
- Непровары.
- Шлаковые вкрапления.
- Поры.
- Горячие трещины.
- Полости.
- Несплавления.
- Прожоги.
Подрезы — повреждения, которые получаются вдоль шва из-за неправильных механических действий. Сварочный аппарат обладает мощностью, поэтому прикосновение дуги к местам, для этого не предназначенным, чревато образованными разрезами. Кроме того, сварочные подрезы могут быть вызваны большим количеством брызг раскаленного металла, если заранее не отрегулировать агрегат или пользоваться отсыревшими электродами.
Непровары — шов без соединения с металлом. Если оставить это без внимания, то впоследствии на этих местах образуется ржавчина и шлак. Это приведет к разрушениям впоследствии и к тратам, так как либо придется варить конструкцию по-новому, либо менять ее.
http://moyasvarka.ru/youtu.be/YZ1y-kW9LxU
Шлаковый вид повреждений шва может получиться из-за некачественных электродов и неквалифицированной работы мастера. Если не убрать их сразу, приставания их в горячем виде неизбежно, а отбивание чревато повреждениями.
Поры — еще один вид порчи сварки. Это мелкие крапинки или даже дырочки, образованные от летящих брызг расплавленного металла. Чтобы такого не произошло, осуществляют манипуляции с током сварочного аппарата: уменьшают или меняют частоту, меняют вид самой сварки.
Горячие трещины образуются непосредственно от неправильно подобранного материала, при котором точки плавления различны, один из них может дать трещину. Сварка не самая простая специальность, нужно знать, какие материалы лучше всего соотносятся с другими. Швов и соединений может быть множество. Трещины являются самыми опасными дефектами плохой сварки и могут вызвать разрушения большого масштаба. Практически всегда мгновенны, что позволяет сразу обнаружить неисправность.
Полости швов опасны тем, что сразу обнаружить их не удается. Металл сваривается пузырем, и внутри него скапливаются газы, способные расширятся или нагреваться при перепадах температур. В итоге соединение треснет.
http://moyasvarka.ru/youtu.be/UiVykcMCA58
Несплавления представляют собой пустые места без валика в наплавках. Чреваты непроварами, что напрочь снижает качество соединений и швов, значит, грозит неустойчивостью. Стоит иметь это в виду и по окончании сварки пройтись по поверхности визуально.
Прожоги происходят из-за попадания раскаленного металла на поверхность. Это чаще всего встречается в виде потолочного сваривания или вертикального. Чтобы этого избежать нужно изучить возможности своего сварочного аппарата, характеристики сталей и электродов — не всеми можно сваривать разные изделия. Пренебрегая этим, нельзя добиться качественных соединений и швов.
Заключение и подведение итогов
Таким образом, рассмотрев неполный перечень дефектов швов, можно понять, каким образом их избежать и сделать соединение качественным. Есть несколько способов обнаружить недостатки, сделанные сварочным швом:
- Визуальным осмотром.
- Обмером.
- Испытанием на герметичность.
- Контрольно-измерительными приборами.
- Лабораторными опытами.
http://moyasvarka.ru/youtu.be/4JhPkb1WX7I
Соединение считается качественным, если:
- визуальный осмотр не выявляет никаких нарушений;
- обмер подходит под стандарт, регламентирующий необходимые цифры;
- герметичность не вызывает нареканий: вода не бежит, газ не просачивается;
- манометры и анализаторы указывают на отсутствие утечки;
- опыты веществ и металлов показывают невзаимодействующие друг с другом функции.
Если все условия соблюдены и внешний вид шва не вызывает нареканий, можно считать, что соединение выполнено качественно.
moyasvarka.ru
Виды сварных швов и соединений
Сварочные швы представляют собой зону соединяемых заготовок, которая подвергается непосредственному тепловому воздействию пламени, электрической дуги/плазмы или лазерного луча. По внешнему виду сварного соединения судят о квалификации сварщика, о технологическом предназначении конструкции и даже о способе сварки.
Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Таким образом, структура сварного шва является неоднородной, а сопоставительный анализ ее основных физико-механических характеристик (твердости, прочности, однородности и пр.) определяет качество сварного соединения.
Классификация видов сварных швов
В основу классификации типов сварных соединений могут быть приняты различные факторы: геометрические, конструктивные, технологические и прочностные.
С точки зрения месторасположения сварных соединений их подразделяют на:
- Горизонтальные.
- Вертикальные.
- Наклонные.
- Нижние.
Из всех типов сварных швов нижний, при котором разделка кромок исходной заготовки  производится со стороны сварщика, считается не только самым доступным для освоения, но и самым прочным. Это объясняется удобством формирования расплава (как при ручном, так и при автоматическом процессах), когда силы тяжести металла способствуют лучшему заполнению зазоров между соединяемыми поверхностями. Нижний тип еще и наиболее экономичен. Используется два основных приема его формирования — от себя и на себя.
производится со стороны сварщика, считается не только самым доступным для освоения, но и самым прочным. Это объясняется удобством формирования расплава (как при ручном, так и при автоматическом процессах), когда силы тяжести металла способствуют лучшему заполнению зазоров между соединяемыми поверхностями. Нижний тип еще и наиболее экономичен. Используется два основных приема его формирования — от себя и на себя.
Горизонтальный шов формируется в условиях, когда подготовленные поверхности расположены перпендикулярно плоскости сварочного электрода. Приемы его получения аналогичны описанным выше, но расход сварочных электродов и флюсов увеличивается, поскольку часть расплава уносится силами тяжести из сварочной зоны.
Еще тяжелее условия для производства вертикальных швов. Здесь, кроме возрастающих потерь металла, увеличивается и неравномерность геометрических характеристик: на последних участках шов получается более толстым, а вероятность ухудшения механических параметров, в сравнении с горизонтальным и нижним типами, увеличивается.
Хуже всего качество у вертикально расположенных швов. Даже при автоматической сварке потери металла велики. Кроме того, в данном случае требуются особые меры безопасности процесса, которые бы исключали возгорание поверхностей, оплавление смежных площадей соединяемых заготовок и т.д. Количество швов, налагаемых вертикально, при проектировании сварных конструкций должно быть минимальным.
Типы сварного соединения могут классифицироваться и по конструктивному принципу своего образования. Соответственно, сварочные швы могут быть:
- Встык.
- Внахлестку.
- Угловыми.
- Тавровыми.
- Под электрозаклепки.
Стыковое соединение считается оптимальным по соотношению «экономичность-прочность». Габариты шва при правильной подготовке зоны соединения (тип разделки, подготовка кромок, зазоры) практически не искажают форму поверхности. Качество стыкового соединения зависит от толщины заготовок. При толщине до 4 мм (все размеры здесь и далее приводятся относительно низко- и среднеуглеродистых сталей) чаще выполняется односторонняя разделка кромок, при толщине до 8-10 мм — двухсторонняя U/V-образная, а при более толстых деталях — Х-образная. Соответственно, изменяется и зазор между смежными деталями: в частности, для тонких заготовок его величина не должна превышать 1-2 мм.
Соединение внахлестку используется для ситуаций, когда свободного пространства для сварки обычным способом недостаточно. Толщина заготовок не должна превышать 8-10 мм, а для обеспечения равнопрочности подготовку необходимо выполнять с обеих сторон. Если разделка кромок невозможна, то сечение приходится увеличивать. Вариантом соединения внахлестку является прорезное, когда торцы одной из деталей искусственно увеличивают для того, чтобы добиться желаемой прочности.
Угловое соединение, в свою очередь, может быть торцевым и «в лодочку» (используется, когда торец одной детали приваривается к поверхности другой). С целью придания прочности угловым швам их, по возможности, обваривают с обеих сторон. Технология угловой сварки требует более высокой квалификации исполнителя. В частности, из-за опасности проплавления одной из смежных поверхностей электрод должен располагаться под углом 45-600 к более длинной стороне угла. При сварке «в лодочку» расход сварочной проволоки увеличивается, протяженность зоны термического влияния возрастает, а ее твердость, наоборот, падает. Это связано с ухудшением условий отвода тепла.
Тавровое соединение считается более сложным вариантом углового, когда сваркой формируются обе полки такого составного профиля. Подготовка кромок в этом случае не обязательна, зато имеются определенные ограничения в направлении удерживаемого электрода, который должен располагаться к вертикальной стенке тавра под углом не выше 600. При тавровом способе вероятность дефектов выше (как, впрочем, и расход сварочной проволоки, поскольку сварку приходится проводить за несколько проходов горелки).
Когда особых требований к герметичности готового соединения нет, используется шов под электрозаклепки. Подготовленные к соединению изделия плотно прижимаются плоскими поверхностями друг к другу, после чего в верхней детали любым способом получают отверстие. В него вводят горелку и расплавляют металл, который далее проникает вовнутрь, сваривая изделия между собой. Такой метод чрезвычайно экономичен и, при последующей шлифовке, обеспечивает необходимый внешний вид поверхности.
Классификация сварных швов помогает выбрать оптимальную последовательность их получения.
Основные характеристики сварочного шва
Различают геометрические и технологические параметры сварного шва. К геометрическим относят размеры в поперечном сечении — ширину, толщину и высоту над основной плоскостью. На виды сварочных соединений влияют также и технологических параметры: катет и корень в стыке, его выпуклость/вогнутость, а также соотношение объема металла шва к общей площади сварного стыка.
Виды сварочных швов, в частности, ширина, высота и толщина, зависят от требуемых прочностных показателей соединения. Такая зависимость не является однозначной: чрезмерно массивный шов, наоборот, снижает качество соединения, поскольку сцепление зон наплавки и механического сплавления ослабляется, а качество поверхности может ухудшиться из-за наличия сварочного грата, а также интенсификации процессов окисления и обезуглероживания материала деталей.
Классификация сварных швов и форма их поверхности важны и с точки зрения долговечности готовых конструкций. Вогнутые швы, оформляемые по параболической зависимости высоты шва от его толщины, снижают уровень внутренних напряжений и минимизируют остаточные деформации. Наоборот, ровные швы, когда сохраняются острые углы при переходе от одной поверхности к смежной, уровень остаточных напряжений и деформаций повышают.
Оптимизацию формы поперечного сечения сварочного соединения можно производить при помощи следующих практических коэффициентов:
- Для наилучшего соотношения ширины к высоте — 1,2-1,5;
- Для наилучшего соотношения ширины к выпуклости — не более 8;
- Для наилучшего соотношения площадей поверхности шва к площади металла в зоне соединения — 0,85-1,0.
Виды сварных швов и технология их получения определяют качество процесса. Для оценки используют такие параметры, как глубина провара металла и количество проходов.
Глубина провара определяет однородность структуры в зоне соединения. Она принимается в пределах 0,5-0,8 (при меньших значениях ухудшается прочность сварного стыка, а при увеличенных — возрастает опасность проплавления).
Количество проходов зависит от способа разделки кромок и толщины соединяемых элементов. При увеличенных зазорах и обычном профиле кромок (со скосом) количество проходов и амплитуду колебаний горелки приходится изменять, что повышает уровень внутренних сварочных напряжений. Проблема (для сварки толстых листов) снимается оптимизацией формы подготовки кромок. Число проходов для глубоких швов может достигать 6-8, при этом стараются заполнить сначала основной зазор (между кромками), а затем обварить место стыка с обеих сторон.
На качество сварных швов и соединений влияют также относительные размеры корня по отношению к катету и высоте. Если корень шва меньше указанных параметров, то качество готового соединения будет хуже из-за уменьшенной глубины провара металла. При статических нагрузках на соединение это обстоятельство не критично, однако при динамических нагрузках может стать причиной разрушения сваренной конструкции.
Классификация сварочных швов основывается на технологии их образования, соотношении геометрических размеров и последовательности выполнения сварки.
wikimetall.ru
Технология выполнения: сварной шов
При помощи сварки можно изготовить изделия из металла и других материалов (например, пластмассы, керамики, стекла). При этом различные детали собирают в отдельные узлы и конструкции, используя источники нагрева. Сварочный или сварной шов — это место соединения деталей, которое образовалось за счет кристаллизации расплавленного материала. Сварным соединением называют неразъемное соединение деталей, которое выполнено сваркой. Оно включает в себя сварное соединение и зону материала, которая изменилась после нагрева и пластической деформации.

Виды соединений сварных швов.
Виды швов и соединений
Сварные швы и соединения классифицируются по:
- виду соединения;
- форме подготовленных кромок под сварку;
- форме свариваемой конструкции;
- объему наплавленного металла;
- действующему на него усилию;
- применяемому виду сварки;
- конфигурации и протяженности;
- положению, в котором выполняется сварка.
По виду соединения швы могут быть стыковыми и угловыми. По расположению в пространстве сварочный шов может быть нижним, вертикальным, горизонтальным и потолочным. По конфигурации он бывает прямолинейным, кольцевым, вертикальным и горизонтальным. По протяженности может быть сплошным и прерывистым. Сплошной представлен коротким, средним и длинным.
Технология выполнения сварочных швов
Способы выполнения швов при сварке.
Следует помнить, что от того, какой длины будет дуга, напрямую будут зависеть геометрическая форма и качество исполнения. Из-за боязни короткого замыкания многие начинают удлинять дугу, что нарушает его устойчивость, приводит к разбрызгиванию металла электрода и значительно уменьшает глубину проплавления основного материала. Навык поддержания оптимальной длины дуги приходит не сразу, а с опытом.
Вертикальные удобнее выполнять, потому что сила тяжести направляет капли металла вниз. Вертикальное соединение следует делать короткой дугой в направлении снизу вверх. За счет этого капли металла будут легко переходить в шов. Сварочные работы можно производить и сверху вниз. Но при этом дугу нужно зажигать при таком положении электрода, чтобы она располагалась перпендикулярно плоскости изделия.
Для выполнения горизонтальных работ готовят кромки, которые имеют односторонний скос у верхнего листа. Горизонтальные нахлесточные соединения выполнить легче, потому что нижняя кромка создает полочку, которая удерживает расплавленный металл.
Потолочные соединения самые трудные в исполнении, ведь они требуют высокой квалификации специалиста, который выполняет данную работу. Для работы используют тугоплавкое покрытие электрода, которое будет создавать специальный карман, удерживающий капли металла.
Требования к механическим свойствам сварных швов
Дефекты сварных швов.
Надежность и прочность определяются с помощью целого ряда его механических свойств. Лишь в том случае, если соблюдены все требования, которые регламентируют механические характеристики, металлическая конструкция будет служить продолжительное время.
Основными механическими характеристиками являются такие параметры, как:
- относительное удлинение металла;
- ударная вязкость металла;
- временное сопротивление металла сварного шва разрыву;
- твердость металла.
Требования к качеству
Основным требованием является качество исполнения участка сварного соединения. Особенно высокие требования возлагаются к сварным швам различных типов (стыковым, нахлесточным, тавровым, угловым), которые размещаются на стенах, балках или фермах и постоянно испытывают большое напряжение на растяжение. Средние показатели качества допустимы по отношению к угловым швам, служащим для соединения основных деталей конструкций, а также стыковым швам, которые выдерживают большое растяжение и противостоят сдвигу. Наименьшие требования возлагаются на стыковые и угловые швы, которые соединяют вспомогательные детали конструкции.
http://moyasvarka.ru/youtu.be/ghy77I8Anvk
Помимо требований к качеству и свойствам, имеется ряд правил, которые необходимо соблюдать в процессе данных работ.
Обычно все требования прописываются в проектной документации. В целом они касаются месторасположения, непрерывности и протяженности сварочных швов, а также толщины и степени выпуклости. Все работы данного типа должны проводиться исключительно специалистами в этой области с соблюдением всех мер безопасности.
moyasvarka.ru
www.samsvar.ru
Глава 5 Сварные соединения и швы. Сварка
Сварка – это процесс получения монолитного неразъемного соединения материалов за счет необратимых термодинамических процессов превращения энергии и вещества в зоне соединения.
Сварным соединением называется неразъемное соединение деталей, выполненное сваркой.
В конструкциях применяются следующие основные типы сварных соединений:
С: стыковое соединение – это сварное соединение двух элементов, примыкающих друг к другу торцовыми поверхностями.
Н: нахлесточное соединение – сварное соединение, в котором сварные элементы расположены параллельно и частично перекрывают друг друга.
Т: тавровое соединение – сварное соединение, в котором торец одного элемента примыкает под углом к боковой поверхности другого элемента.
У: угловое соединение – сварное соединение двух элементов, расположенных под углом и сваренных в месте примыкания их краев.
Когда боковые поверхности сваренных элементов примыкают друг к другу, угловое соединение называют торцовым.
Сварку выполняют при помощи сварных швов.
Сварной шов – этот участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетанием кристаллизации и давления.
С помощью, например, дуговой или газовой сварки можно выполнить стыковой или угловой шов.
Стыковой шов – это сварной шов стыкового соединения.
Угловой шов – это сварной шов углового, нахлесточного или таврового соединения (ГОСТ 2601–84).
В угловых соединениях стыковой шов чаще всего называют торцовым, а в тавровых соединениях – швом с глубоким противлением.
Рис. 39. Виды сварных соединений:
1 – стыковое; 2– нахлесточное; 3 – тавровое; 4 – угловое
Рис. 40.
Стыковой (а) и угловой (б) сварные швы
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Монтажный шов сварка
Швы сварных соединений
| Сварной шов Участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла или в результате пластической деформации при сварке давлением или сочетания кристаллизации и деформации. |
| ||||||||
| Стыковой шов Сварной шов стыкового соединения. |
| ||||||||
| Угловой шов Сварной шов углового, нахлесточного или таврового соединений. |
| ||||||||
| Точечный шов Сварной шов, в котором связь между сваренными частями осуществляется сварными точками. |
| ||||||||
| Сварная точка Элемент точечного шва, представляющий собой в плане круг или эллипс. |
| ||||||||
| Ядро точки Зона сварной точки, металл которой подвергался расплавлению. |
| ||||||||
| Непрерывный шов (Сплошной шов) Сварной шов без промежутков по длине. |
| ||||||||
| Прерывистый шов Сварной шов с промежутками по длине. |
| ||||||||
| Многослойный шов |
| ||||||||
| Подварочный шов Меньшая часть двухстороннего шва, выполняемая предварительно для предотвращения прожогов при последующей сварке или накладываемая в последнюю очередь в корень шва. |
| ||||||||
| Монтажный шов Сварной шов, выполняемый при монтаже конструкции. |
|
- ГОСТ 2601-84 Сварка металлов. Термины и определения основных понятий
weldworld.ru
Pereosnastka.ru
Швы сварных соединений
Категория:
Сварка металлов
Швы сварных соединенийСварной шов — участок сварного соединения, образовавшийся в результате кристаллизации расплавленного металла. Сварной шов является частью сварного соединения, которая по своей структуре отличается от структуры основного металла.
Сварные швы по виду соединения и форме поперечного сечения подразделяются на стыковые и угловые. Стыковые швы применяют для выполнения стыковых и, значительно реже, угловых и тавровых соединений. Угловые швы применяют в угловых, тавровых и нахлесточных соединениях.
Стыковой шов характеризуется шириной шва (е) и глубиной проплавления (ft). Характеристиками углового шва служат ширина шва (е), толщина шва (а) и катет шва (К).
Глубина проплавления стыкового шва (ft) — наибольшая глубина расплавления основного металла в сечении шва.
Толщина углового шва (а)—наибольшее расстояние от поверхности углового шва до точки максимального проплавления основного металла.
Катет углового шва (К) — кратчайшее расстояние от поверхности одной из свариваемых частей до границы углового шва на поверхности второй свариваемой части. При симметричном угловом шве за расчетный катет принимается любой из равных катетов, при несимметричном шве — меньший.
Выпуклость сварного шва (g)—выпуклость шва, определяемая расстоянием между плоскостью, проходящей через видимые линий границы сварного шва с основным металлом, и поверхностью сварного шва, измеренным в месте наибольшей выпуклости.
Рис. 1. Сварные швы стыковой и угловой: е — ширина шва; h — глубина проплавления; g — выпуклость (усиление) шва; а — толщина шва; с — катет шва
Швы сварных соединений можно классифицировать по различным признакам.
По форме наружной поверхности. Сварные швы могут быть выпуклыми, плоскими, вогнутыми. Стыковые швы выполняются выпуклыми (с усилением) и плоскими. Вогнутость стыковых швов недопустима, это является серьезным браком сварки.
Угловые швы выполняются выпуклыми, плоскими, вогнутыми. Вогнутость (А) угловых швов при сварке во всех пространственных положениях допускается не более 3 мм.
Выпуклость (усиление) сварных швов допускается не более 2 мм при сварке в нижнем положении и не более 3 мм при сварке в остальных положениях. Допускается увеличение усиления сварных швов, выполненных в вертикальном, горизонтальном и потолочном положениях на 1 мм при толщине основного металла до 26 мм и на 2 мм при толщине основного металла свыше 26 мм.
Сварные соединения с выпуклыми (стыковыми и угловыми) швами лучше работают на статическую нагрузку. Но швы с чрезмерным усилением нежелательны по двум причинам: а) повышенный расход электродов и электрической энергии;
б) концентрация напряжений в точках пересечения поверхности шва с основным металлом.
Сварные соединения с плоскими (стыковыми и угловыми) и вогнутыми (угловыми) швами лучше работают на переменную и динамическую нагрузку.
По положению сварки. В соответствии с ГОСТ 11969—79 (СТ СЭВ 2856—81) («Сварка плавлением. Основные положения и их обозначения») сварные швы классифицируются в зависимости от положений сварки. Положение сварки определяется углом наклона продольной оси шва (а) и углом поворота поперечной оси шва ((3) относительно их нулевых положений.
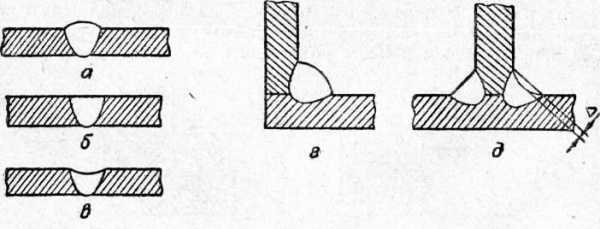
Рис. 2. Классификация швов по форме наружной поверхности: а — стыковой выпуклый; б — стыковой плоский; в — стыковой вогнутый; г — угловой выпуклый; д — угловые плоский и вогнутый
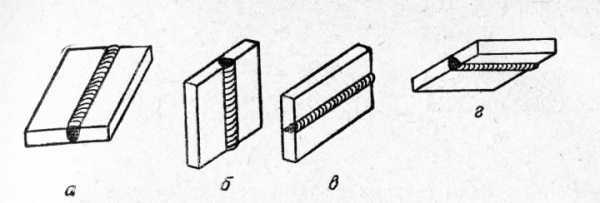
Рис. 3. Положение швов в пространстве: а — нижнее; б — вертикальное; в — горизонтальное; г — потолочное
Установлены следующие положения сварки и их обозначения: нижнее — Н, в лодочку — Л, горизонтальное — Г, полугоризонтальное — Пг; вертикальное — В, полувертикальное — Пв; потолочное — IT, полупотолочное — Пп.
Сварка в нижнем положении наиболее удобна, легко осваивается. В заводских условиях с помощью различных приспособлений удается почти полностью сваривать конструкции в нижнем положении. Сварка швов в вертикальном, горизонтальном и потолочном положениях выполняется в строительно-монтажном производстве.
По протяженности. Различают сварные швы непрерывные и прерывистые. Непрерывный шов — сварной шов без промежутков по длине. Непрерывные швы по длине условно делят на короткие (до 300 мм), средние (до 1000 мм) и длинные (свыше 1000 мм).
Прерывистый шов — сварной шов с промежутками по длине. Расстояние от начала одного участка шва до начала следующего участка называется шагом шва (t). Прерывистые швы могут быть цепными и шахматными.
Цепной прерывистый шов — двусторонний прерывистый шов, у которого промежутки расположены по обеим сторонам стенки один против другого.
Шахматный прерывистый шов — двусторонний прерывистый шов, у которого промежутки на одной стороне стенки расположены против сваренных участков шва с другой ее стороны.
По отношению к направлению действующего усилия. Различают сварные швы фланговые (боковые), лобовые, косые, комбинированные.
Фланговый шов расположен параллельно направлению действующего усилия.
Лобовой шов расположен перпендикулярно (нормально) к направлению действующего усилия.
Рис. 3. Прерывистые сварные швы: а — цепной; б — шахматный; в — шаг прерывистого шва; г — длина участка шва
Рис. 4. Виды сварных швов по способу заполнения сечения шва: а — однослойный; б — многослойный; в — многослойный многопроходный
Косой шоё расположен под углом к направлению действующего усилия. Комбинированный шов представляет сочетание» флангового и косого, флангового и лобового.
По способу заполнения сечения шва. Различают сварные швы однослойные (однопроходные), многослойные, многослойные многопроходные (рис. 4).
В многослойном шве число слоев равно числу проходов. Если в многослойном шве некоторые слои выполняются в несколько проходов, то такой шов называется многослойным многопроходным.
В стыковых сварных соединениях в основном применяются однослойные и многослойные швы. В угловых, тавровых и нахле-сточных соединениях чаще применяются однослойные и многослойные многопроходные швы.
По условиям и месту выполнения. Различают сварные швы заводские и монтажные. Заводские швы, как правило, выполняются в помещениях (цех, мастерские или участок монтажных заготовок), т. е. в наиболее благоприятных для сварки производственных условиях. Монтажный шов — сварной шов, выполняемый при монтаже конструкций или сооружения. Монтажные швы чаще выполняются в неблагоприятных для сварки условиях (на больших высотных отметках, в различных пространственных положениях сварки, на открытом воздухе, зимой и летом).
Читать далее:
Типы сварных соединенийСтатьи по теме:
pereosnastka.ru
ШОВ МОНТАЖНЫЙ - это... Что такое ШОВ МОНТАЖНЫЙ?
Монтажный шов — – элемент узла примыкания, который представляет собой комбинацию из различных изоляционных материалов, заполняющих монтажный зазор и обладающий заданными характеристиками. [ГОСТ30971–2012] Рубрика термина: Блоки оконные и дверные… … Энциклопедия терминов, определений и пояснений строительных материалов
Монтажный шов — Монтажный шов: элемент узла примыкания, представляющий собой комбинацию из различных изоляционных материалов, предназначенных для заполнения монтажного зазора, и обладающий заданными характеристиками... Источник: ГОСТ Р 52749 2007. Швы монтажные… … Официальная терминология
Монтажный шов — 78. Монтажный шов Сварной шов, выполняемый при монтаже конструкции Источник: ГОСТ 2601 84: Сварка металлов. Термины и определения основных понятий оригинал документа … Словарь-справочник терминов нормативно-технической документации
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий. Источник: ГОСТ 30971 2002: Швы монтажны … Словарь-справочник терминов нормативно-технической документации
Эксплуатационное силовое воздействие на монтажный шов — – воздействие на монтажный шов, возникающее в результате деформаций стенового проема и коробки оконного блока вследствие изменения температурно влажностных условий и ветровых нагрузок в период эксплуатации. [ГОСТ30971–2012] Рубрика… … Энциклопедия терминов, определений и пояснений строительных материалов
Силовое эксплуатационное воздействие на монтажный шов — воздействие, возникающее от взаимных перемещений оконной коробки (рамы) и стенового проема при изменении линейных размеров от температурно влажностных и других воздействий, а также при усадке зданий... Источник: ГОСТ 30971 2002.… … Официальная терминология
СТО 75298253-009-2008: Швы монтажные оконные. Технические условия — Терминология СТО 75298253 009 2008: Швы монтажные оконные. Технические условия: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней поверхностью оконного проема. Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р 52749-2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия — Терминология ГОСТ Р 52749 2007: Швы монтажные оконные с паропроницаемыми саморасширяющимися лентами. Технические условия оригинал документа: 3.3 боковой монтажный зазор: Монтажный зазор между торцевой поверхностью оконной коробки и смежной с ней… … Словарь-справочник терминов нормативно-технической документации
узел — 01.04.14 узел (вычислительные сети) [node ] (2): Объект, который связан или соединен с одним или несколькими другими объектами. Примечание В топологии сети или в абстрактной компоновке узлы представляют собой точки на схеме. В… … Словарь-справочник терминов нормативно-технической документации
Узел примыкания — это конструктивная система, состоящая в общем случае из коробки СПК, монтажного шва, системы крепежа, части ограждающей конструкции, ограниченной областью распространения теплотехнической неоднородности на ее внутренней поверхности вблизи проема … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru
Сварка монтажных стыков
СВАРОЧНЫЕ ДЕФОРМАЦИИ И НАПРЯЖЕНИЯ
Как отмечалось выше, при стыковании на монтаже двух секций конструкции условия для выполнения сварки являются наиболее тяжелыми. Выполнение сварки всего сечения одновременно— совершенно невозможно, а поэтому после наложения части швов остальные будут накладываться в условиях закрепления обеих свариваемых секций.
Так, например, при сварке монтажного стыка двутавровой балки укорочение первого из свариваемых листов еще может произойти за счет сближения обеих секций и уменьшения зазора между остальными листами, но при наложении последующих швов такого сближения свариваемых секций произойтиуже не может, так как они оказываются распертыми первым листом. Поэтому, если при выполнении сварки не принимаются специальные меры борьбы с деформациями и напряжениями, необходимо первыми заваривать стыковые швы тех элементов сечения, которые дают наибольшую усадку (наиболее толстые швы), с тем, чтобы напряжения, вызванные сваркой последних стыковых швов в закрепленном положении, были наименьшими. Для предотвращения появления в конструкции напряжений лучше применить выгиб свариваемых листов. Например, если первым сварить стык стенки (рис. 216), то при сварке стыка поясов последние необходимо выгнуть, как было указано в § 63. Для возможности осуществления выгиба необходимо, чтобы
| Рис. 216. Сварка монтажного стыка двутавровой балки. |
поясные швы были недоварены на некоторую длину. После выполнения сварки всех стыков должны быть заварены оставшиеся недоваренными участки поясных швов. При этом, чтобы неодинаковое укорочение стенки и поясов (вследствие различного их сечения) не вызвало напряжений встыковых швах, целесообразно сварку поясных швов начинать от стыков (рис. 216), учитывая,
что создание несколько неблагоприятных условий в местах сопряжений углового монтажного шва с заводским менее опасно, нежели создания напряжений в стыковых швах балки.
В тех случаях, когда применение предварительного обратного выгиба по тем или иным причинам невозможно (например, при Х-образном стыковом шве толстых листов), следует применить распирание стыкуемых листов с тем, чтобы за счет упругих деформаций сжатия увеличить зазор в стыке. При этом стягивающие в процессе сварки усилия не будут передаваться через всю конструкцию к закреплениям, а будут восприняты распорными домкратами; после полного остывания шва оставшиеся в нем упругие деформации растяжения будут сняты по освобождении от домкратов за счет упругих деформаций сжатия в остальной части конструкции.
В сложных случаях, помимо применения специальных приемов, целесообразно выполнять сварку швов с проколачиванием.
Последовательность наложения отдельных швов должна быть согласована как с применяемыми методами сваркии приемами борьбы с короблением и напряжениями, так и с характером распределения напряжений от полезной нагрузки в сечении по стыку. Учитывая, что последние стыковые швы обычно выполняются в наиболее тяжелых условиях, следует последними выполнять швы (или участки швов), расположенные в тех частях стыкуемого сечения, которые наименее напряжены от полезной нагрузки. От этого правила можно отклоняться, если выполнение последнего замыкающего шва предположено с применением специальных мер (например, выгиба), обеспечивающих отсутствие в нем опасных напряжений.
| Рис. 217. Схема расположения монтажного стыка на судах типа Либерти. |
Недостаточное внимание последовательности сварки монтажных стыков явилось одной из причин появления трещин в палубе судов типа „Либерти-. Игнорирование специальных мероприятий по борьбе с деформациями и напряжениями (и в частности отсутствие применения предварительных выгибов) привело к тому, что в районе монтажного стыка листы палубы получили весьма большие впадины (рис. 217). Последние исключили значительную часть настила палубы из участия в работе основного расчетного сечения корабля, вызвав перенапряжения в тех частях настила палубы, которые оказались неде - формированными из-за поддерживающих их продольных балок.
Кроме того, отсутствие четких указаний о последовательности наложения швов у люка могло привести к такой последовательности, при которой и так весьма перенапряженный участок (вследствие отсутствия округления углов люка) мог оказаться еще дополнительно ослабленным за счет возникновения в настиле пластических деформаций в процессе сварки и частичного уменьшения деформационной способности металла настила. В итоге всех указанных упущений на большом числе судов типа „Либерти“ появились трещины аварийного характера именно в районе указанного монтажного стыка.
Не останавливаясь на подробностях, следует лишь отметить, что без надлежащего продумывания последовательности наложения сварных швов не могут быть выбраны рациональные конструктивные формы и не может быть обеспечена надлежащая прочность и работоспособность сооружения. Выбор же последовательности сварки должен базироваться на ясном представлении всех явлений, протекающих в процессе сварки
[1] Иниду того, что в данном труле температура во все* случаях указана б
градусах Цельсия, в дальнейшем условное обозначение шкалы Цельсия —
[3] • 131
[4] = 2S. tg“.
Если на общие деформации сварных конструкций большое влияние оказывает последовательность наложения отдельных швов, то на местные деформации и деформации из плоскости свариваемых листов существенное влияние оказывает метод выполнения каждого шва. …
Как отмечалось выше, при сварке сложных составных сечений и конструкций характер возникающих деформаций зависит от порядка наложения швов. Поэтому одним из основных средств борьбы с деформациями при изготовлении сварных конструкций …
msd.com.ua
www.samsvar.ru
Сварка вертикальных швов
Вертикальный и потолочный шов: особенности сварки
«Как правильно варить вертикальный шов электросваркой?» — вопрос, ответ на который интересует не только начинающих сварщиков или тех, кто решил что-то починить, не прибегая к услугам профессионала, но и работников с опытом в этой сфере.
Сварочные работы сами по себе довольно сложный процесс, который требует не только достаточных знаний, но и опыта. Предметы, изделия или их части могут располагаться так и в таких местах, что доступ к ним будет затруднен или расположение сварщика не будет давать ему выполнить работу привычным способом. Таким «нестандартным» расположением предметов для сваривания является вертикальное и потолочное.
Вертикальный шов
Вертикальная сварка полуавтоматомПри сваривании в месте плавления образуется капля жидкого металла, которая под действием силы тяжести будет двигаться по направлению к земле. На вертикальных поверхностях – сверху вниз. Стекание капли металла будет затруднять формирование сварочного шва. Потому «вертикальная» сварка имеет ряд особенностей.
Главный принцип – расплавленный в месте сварки металл должен быстрее, чем обычно, кристаллизоваться. Это возможно, если его капля будет минимального размера. Добиться такого результата можно за счет уменьшения длины электрической дуги и коротким движением электрода вверх или в сторону.
Направление сварного шва может быть как сверху вниз, так и снизу вверх. Необходимо учитывать, что тепло от электрической дуги поднимается. Потому опускаясь вниз, нужно будет увеличить силу тока.
Рекомендуется вести его вверх, тогда застывший кратер металла снизу, будет удерживать верхний. Положение электрода не имеет особого значения. Его наклон может быть как вверх, так и вниз. Удержание его с наклоном вниз обеспечивает больший обзор и возможность контролировать распределение капель и формирование шва. Недостаток такого способа – это грубая чешуйчатая его поверхность.
 Наплавленный металл стек вниз
Наплавленный металл стек вниз Если условия проведения работ не позволяют сваривать снизу вверх, то применяют обратное направление формирования шва. При этом электрод сначала ставят перпендикулярно по отношению к плоскости свариваемых деталей. При появлении капли жидкого металла положение электрода меняют и держат его с наклоном, так чтобы между свариваемыми поверхностями и ним образовался острый угол, направленный своим концом вверх. Такое положение позволяет удержать каплю от стекания короткой электрической дугой.
Если капля удерживается с трудом или падает, то следует увеличить скорость перемещения электрода и силу тока, а также несколько расширить шов, двигая электрод из стороны в сторону. Это способ «вертикальной» сварки легче, но качество соединения будет хуже. Есть также опасность, что расплавленный металл не удержится дугой и силой поверхностного натяжения, и потечет.
Потолочный шов
Горизонтальная сварка металла электродом И уж совсем вызывает недоумение и замешательство ситуация, когда необходимо сварить горизонтально расположенные над головой детали и выполнить так называемый потолочный шов электросваркой. Положение сварщика в этом случае чрезвычайно неудобное, а капля расплавленного металла будет падать вертикально вниз.Электрод при варке «потолочного» располагается перпендикулярно свариваемым поверхностям. Скорость его перемещения должна быть постоянной с небольшими круговыми движениями для расширения шва. Электрическая дуга должна быть короткой. Если она будет длинной, то при сварке образуются подрезы.
Горизонтальную сварку электродами нужно проводить прерывистыми линиямиДля выполнения этого вида сварки применяется тот же принцип – максимально быстрого затвердения металла. При сварочных работах необходимо использовать электроды со специальным тугоплавким покрытием. Благодаря этому на конце их создается «чехольчик», которым удерживается капля.
Кроме круговых движений в горизонтальной плоскости, электрод перемещают вертикально. После того как электрическая дуга расплавила металл, электрод несколько удаляют от ванной и тем самым гасят дугу. Поступление энергии прекращается. Металл остывает и кристаллизуется, тем самым уменьшая сварочную ванну. То есть плавление производят короткими замыканиями.
К сварке «потолочным» швом следует прибегать лишь в крайних случаях, когда нельзя соединяемые детали расположить более удобным для сварочного процесса образом. Это связано опять-таки с особенностью расположения. Разогрев происходит снизу, а пузырьки газа в ванне жидкого металла, поднимаются. Они всплывают и попадают в корень шва, делая его тем самым менее прочным.
Рекомендации
Для того чтобы электросваркой варить шов как потолочный, так и вертикальный рекомендуется применять электроды меньшего диаметра и пониженную на 10-12% силу тока, по сравнению с обычными условиями.
Как правило, применяют их диаметром не более 4 мм. Или еще меньшего, если есть необходимость разделать кромки или заплавить зазор между деталями.
Вертикальный и «потолочный» можно варить с применением защитных газов.
Видео: Сварка горизонтального шва
Похожие статьи
promtu.ru
Особенности сварки вертикального шва: технология работ, меры безопасности и видео
 Выполняя ремонт или проводя иные работы, часто приходится сваривать различные металлические конструкции и фрагменты деталей. Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.
Выполняя ремонт или проводя иные работы, часто приходится сваривать различные металлические конструкции и фрагменты деталей. Соединить их можно различными методами, однако наибольшее распространение среди прочих получила электросварка. При этом не каждый домашний мастер имеет представление о том, как следует правильно ее выполнять.
Основы методы электросварки
При использовании этого метода необходимого результата удается добиться за счет создания электрической дуги. При взаимодействии дуги с металлом, на обработанном участке возникает углубление. В него начинают лить расплавленный металл, который является результатом сгорания электрода. По мере продвижения последнего по соединенной поверхности происходит нагрев ее краев и расплавление, что приводит к появлению единой структуры с металлом электрода.
Сила тока
 Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Особое внимание при выполнении электрической сварки металлических изделий следует уделить используемой силе тока. Допустив ошибку с выбором оптимального значения, невозможно будет обеспечить устойчивость дуги, при этом сложно будет варить металл электродом, который будет все время липнуть к обрабатываемой поверхности.
Чтобы правильно подобрать силу тока, следует учитывать тип сварочного аппарата, с помощью которого выполняется соединение металлических изделий. При работе инверторным аппаратом оптимальным значением силы тока будет являться показатель от 80 до 100 А. Если же принято решение варить металл трансформаторной установкой, то силу тока следует заставлять в диапазоне 35-55 А.
Тип электродов
Также необходимо уделить внимание типу используемых электродов, с помощью которых придется варить металл. Здесь следует учитывать химическую структуру и структуру обрабатываемой поверхности. Они могут разделяться на несколько типов в зависимости от металла, из которого изготовлены:
- сталь;
- нержавеющая сталь;
- алюминий.
Для каждого электрода характерна своя маркировка, учет которой при выборе позволяет принять верное решение. Если соединение металлических деталей осуществляется с помощью электрического сварочного аппарата, важно помнить о том, что при выборе диаметра электродов следует ориентироваться на толщину заготовки, которую необходимо сварить.
Сварка вертикального шва
 Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Еще до того как начать варить металл, следует понять, какой шов необходимо создать для обеспечения качественного соединения изделия.
Всего можно выделить несколько типов швов:
- соединение плоских листовых изделий.
- вертикальный шов.
- угловой шов.
- трубчатое соединение.
Чтобы при сварке металлических изделий создаваемый вертикальный шов имел прочную и ровную структуру, важно не отклоняться от схемы процесса.
Добиться этого можно при условии, что заготовки будут надежно сварены. Сварка должна выполняться посредством соединения изделий прихватками по краям в 3-4 местах. Обязательным условием сварки надежного соединения является закрепление детали массой посредством зажима. Чтобы качественно сварить металлические изделия, электрод необходимо держать под углом 70-75 градусов относительно поверхности.
Создать качественный и надежный вертикальный шов при помощи электрической сварки можно, если время от времени совершать вращательные движения, благодаря чему расплавляющийся металл будет сконцентрирован в зоне соединения двух деталей. При этом варить металл нужно таким образом, чтобы конец электрода необходимо фиксировать точно в центре шва. Сами сварочные работы следует выполнять таким образом, чтобы электрод двигался по вертикали, при этом капли металла должны соединяться друг другом одна за другой. Действуя подобным образом, можно добиться постепенного заполнения зазора при помощи жидкой электросварной проволоки.
Если вы будете варить металл, выдержав необходимый угол, то это создаст благоприятные условия для равномерного стекания расплавленной электродной проволоки. С увеличением равномерности ее стекания можно обеспечить более ровный и качественный шов.
Дождавшись охлаждения поверхности шва после сварки, необходимо, используя молоток, убрать шлак с поверхности детали, нанося по ней несильные удары. Появление подобной корки является результатом воздействия горячей температуры на обрабатываемое изделие. На этом работа по созданию шва завершена. Однако следует помнить о том, чтоб приобретение большего опыта в проведении сварки металлических изделий позволит усовершенствовать навыки в создании более аккуратного и качественного шва.
Закончив варить металлические изделия и убрав с поверхности деталей шлак, застывшие наплывы и окалины, необходимо тщательным образом обследовать полученные соединения. Во время проведения контрольного осмотра важно обращать внимание на присутствие прожогов металла, трещин, кратеров или возникших пор. В случае обнаружения подобных зон можно сделать вывод о том, что сварка металлических изделий была выполнена некачественно.
Если в результате обследования удалось выявить некачественные швы, нужно как можно быстрее заняться восстановлением шва, пока не произошел его разлом. Делается это следующим образом:
- Сперва потребуется хорошенько зачистить все поверхности, используя для этой цели напильник и металлическую щетку.
- Затем приступают непосредственно к ремонту поверхности. Причем совершать манипуляции следует лишь в тех местах, где имеются признаки брака. Не следует тратить время на переваривание всей поверхности.
Занимаясь реставрацией шва, следует соблюдать правила техники безопасности.
- Подобная работа должна проводиться обязательно в замшевых перчатках, поверх которых следует надеть грубые рукавицы.
- Комплект защитной одежды, в которой необходимо выполнять ремонт, должен состоять из маски сварщика, кирзовых ботинок и брезентовый робы.
- Также необходимо подготовиться на случай пожароопасной ситуации. Для этого поблизости должны лежать огнетушитель, песок или емкость с водой.
Если в точности следовать всем вышеперечисленным правилам выполнения сварочных работ, то даже при отсутствии опыта можно создать достаточно качественный шов, который не приведет к разрушению соединенной конструкции.
Заключение
 Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Сварка металлических изделий требует определенных знаний и навыков. Поэтому при создании соединения необходимо прежде выяснить, какими способами можно решить эту задачу. Существует несколько швов, посредством которых можно сварить металлические изделия. При этом нужно помнить, что для получения качественных результатов необходимо правильно подобрать не только сварочное оборудование, но и электроды. Если вы не обладаете достаточными навыками в сварке металлических изделий, то следует приготовиться к тому, что придется заниматься реставрацией созданного шва. Это также требует ознакомления с нюансами выполнения подобной работы.
Учитывая, что оборудование для сварки работает от электросети, следует позаботиться о мерах безопасности. Следует подготовить все необходимые приспособления, которые позволят в случае необходимости быстро устранить возгорание. Подобные рекомендации являются обязательными для соблюдения каждым сварщиком в независимости от опыта и профессионализма. Только неукоснительное соблюдение технологии выполнения сварочных работ позволяет с минимальным количеством попыток изготовить качественное соединение.
- Автор: Виталий Данилович Орлов
stanok.guru
Cварка в горизонтальном и вертикальном положении шва
Горизонтальный нижний шов может заварить даже начинающий сварщик. С этой операции начинается обучение сварочному делу. Сварка вертикального шва реализуется немного сложнее. Освоив эту операцию можно претендовать на звание опытного специалиста.
В этой статье мы опишем особенности реализации и первого и второго процесса. Если вы воспользуетесь нашими советами, то сварка вертикальных и горизонтальных швов не вызовет у вас ни малейших затруднений. Ведь, по большому счету, обе операции вполне доступны для освоения даже при минимальном багаже знаний и относительно небольшом опыте сварочных работ. В конце концов, начинающим сварщикам, когда-то, были все.
Сварка по горизонтали
Сварка горизонтальных швов – это одновременно и простая, и сложная технологическая операция. Ведь кроме нижних швов, которые варятся относительно легко, существуют еще и верхние (потолочные) швы, которые может заварить только опытный специалист.
Причем, и в первом, и во втором случае процесс формирования шва осложняет гравитация. Из нижнего шва металл вытекает по направлению к нижней кромке, а пузырьки восстановленного водорода поднимаются от дна к поверхности, вспенивая наплавку. Из верхнего шва металл просто капает, иногда прямо на сварщика, а газообразные аэрозоли пронизывают валик наплавки по направлению снизу вверх.
Поэтому сварка горизонтального шва требует определенной ловкости, хорошего глазомера и понимания сути проделываемых манипуляций.
И далее по тексту мы познакомим вас с практическими рекомендациями, следуя которыми вы сможете облегчить процесс сварки вдоль горизонтальной стыковочной кромки.
Техника сварки по горизонтали
Сварка в горизонтальном положении шва проводится на «короткой» дуге, «средними» или слабосильными токам. Причем, особое внимание уделяют расположению электрода, как относительно плоскости стыкуемых деталей, так и относительно центральной осы формируемого валика.
Ну а на практике техника сварки выглядит следующим образом:
- Первый валик сварочного шва формируется на короткой дуге. Пята электрода перемещается вдоль линии стыка, без колебаний в поперечной плоскости. Угол наклона оси электрода к оси валика – 80 градусов. Такой угол гарантирует проплавление стыка на максимальную глубину и выход большей части шлака на поверхность наплавки. Причем если вы расположите электрод «углом вперед», то глубина наплавки увеличится, а если «углом назад», то она, соответственно, уменьшится.
- Второй валик шва формируют при средних значениях сварочного тока, перемещая электрод «углом вперед» без поперечных колебаний, только вдоль линии стыка. Ширина раздела, разумеется, увеличится, поэтому второй валик варят электродом большего диаметра.
- Третий валик шва укладывают между верхней плоскостью второго и границами кромки раздела. Причем если второй валик получился с выступом, то третьим слоем заполняют «лодочку» между предыдущим валиком и стенками раздела. Ну а если второй валик вышел нормальным, залив всю плоскость раздела, то третий слой формируют в два прохода, укладывая валики вдоль левой и правой кромок.
- Пространство между соседними валиками третьего слоя заполняют четвертой наплавкой. Причем, если это расстояние равно диаметру электрода, то четвертый валик формируют в один проход, ну а если предыдущие слои наплавки отстоят друг от друга на более значительном расстоянии, то стык между валиками заполняют с помощью поперечных и продольных перемещений электрода.
- Следующие слои формируются по тому же принципу, что и третий валик.
При этом, для предотвращения вытекания наплавки из шва под нижнюю кромку стоит подложить пластину из тугоплавкого материала, например – асбеста. А при выходе на верхнюю границу раздела стоит удвоить внимание и старание – большинство дефектов шва «формируется» именно в этот момент.
Сварка по вертикали
Дуговая сварка вертикальных швов реализуется совсем не так, как предыдущая (горизонтальная) технология. Ведь извечный «враг» сварщиков – сила гравитации – вмешивается в процесс формирования шва совершенно иным образом: расплавленные присадочные и основные металлы стекают вниз, вдоль линии шва, газообразные аэрозоли, устремляются вверх (в том же направлении).
Поэтому в процессе вертикальной сварки необходимо учитывать следующие нюансы:
- Во-первых, необходимо понимать, что расплавленный металл стекает вниз, провоцируя появление наплывов. Поэтому валики горизонтальных швов должны быть тонкими. А в процессе их формирования следует избегать поперечных смещений электрода.
- Во-вторых, сварка в вертикальном положении шва предполагает формирование валика, габариты которого сопоставимы с диаметром электрода. Разумеется, допускается и двукратное превышение (когда валик больше диаметра электрода даже с учетом габаритов покрытия), но не более.
- В-третьих, сила сварочного тока должна быт максимальной, но при выборе конкретных значений необходимо нивелировать риск «подрезов» основного металла чересчур сильной дугой. Поэтому сила тока, все же, не должна доходить до максимума.
- В-четвертых, угол наклона электрода (по направлению к плоскости заготовки) должен равняться, как минимум, 80 градусам. При меньших значениях появляется эффект «козырька» препятствующего плавлению основного метала. Таким образом, регулируя угол наклона можно влиять на температуры и глубину плавления в зоне сварочной ванны. Оси валиков (стыковочных швов) и электродов должна быть параллельны друг другу.
- В-пятых, ширина шва регулируется скоростью наплавки и траекторией перемещения пяты электрода. Совершая возвратно-поступательные движения вверх-вниз, можно повлиять на ширину наплавки. Но в этом случае необходимо выдерживать 80-градусный наклон «углом вперед».
- В-шестых, валики укладываются в вертикальный раздел «полочками». То есть, каждый последующий слой опирается на предыдущую наплавку.
Действуя по указанным рекомендациям, вы сформируете высококачественный шов, с привлекательным экстерьером.
steelguide.ru
Как правильно варить швы: вертикальные, горизонтальные, потолочные


Технология электросварки базируется на принципе плавления металла посредством возникающей между заготовкой и электродом электрической дуги. Температура дуги расплавляет металл в зоне сваривания, что позволяет соединять металлы посредством сварного шва. Для разных металлов и типов соединений предусмотрены определенные режимы сварки, отличающиеся друг от друга техникой ведения работы, положением и скоростью ведения электрода, амплитудой его передвижения.
Ниже рассмотрим основные методы создания правильных сварных швов, обеспечивающих надежность и качество соединения.
Типы сварных соединений
Классификация сварных соединений довольно обширна, они различаются по типу и виду сваривания деталей.
По типу соединения сварные швы бывают односторонними и двусторонними. Выбор в пользу одного или другого типа соединения делается в зависимости от технических параметров свариваемого изделия. Как правило, наиболее ответственные конструкции свариваются посредством двустороннего шва, что обеспечивает большую надежность соединению.
По виду соединения сварные швы подразделяются на следующие:

- стыковые
- тавровые
- угловые
- внахлест
Стыковые соединения

Этот вид соединения довольно часто применяется для сварки листовых металлических конструкций и трубопроводов. Между свариваемыми заготовками устанавливается зазор в 1-2 мм, а сами они по возможности жестко фиксируются во избежание смещения. В процессе сваривания зазор заполняется расплавленным металлом.
Металлические листы толщиной до 4 мм свариваются односторонним швом без их предварительной обработки, за исключением обязательной зачистки от коррозии.
При соединении изделий толщиной свыше 4 мм может применяться как односторонний, так и двусторонний шов. В этих случаях проводится предварительная разделка кромок в зоне сваривания.
Стыковая сварка заготовок толщиной свыше 12 мм требует обязательного наложения двустороннего шва, так как одностороннее сваривание не может расплавить такой слой металла. При этом необходимо провести предварительную разделку кромок с обеих сторон. В случае если конструктивные особенности заготовки не позволяют произвести двустороннюю разделку кромок, шов сваривается в несколько проходов, заполняясь многослойным наплавом.
Сварка внахлест
Соединение внахлест применимо для сварки металлических заготовок толщиной до 8 мм. При применении этого вида соединения проварка осуществляется с двух сторон во избежание попадания влаги и возникновения коррозии между листами.

Для получения качественного шва при сварке внахлест, электрод должен находиться под углом от 15 до 45 градусов к рабочей поверхности. При отклонении от этих значений значительна часть расплава растекается в сторону от стыка, что в значительной мере снижает прочность соединения.
Угловые и тавровые соединения
Технология работы при этих видах соединения во многом схожа. Тавровые соединения в разрезе аналогичны букве Т, а угловые — букве Г.
В зависимости от толщины металла, тавровые соединения могут свариваться одним ил двумя швами, с предварительной разделкой или без нее.
Требования к сварке угловых швов такие же, как и в случае с тавровыми, так как, по сути, угловой шов рассматривается как часть таврового.
Для качественного соединения угловых или тавровых элементов, свариваемые плоскости следует расположить под одинаковым углом. Оптимальным является их сваривание «в лодочку». При соединении деталей разной толщины, угол наклона в сторону более толстой заготовке должен составлять порядка 60 градусов. В таком положении большая часть прогрева придется на толстую деталь, что позволит избежать сквозного прогорания тонкого металла.

Пространственное положение сварных швов.
Помимо вышеперечисленных видов соединений, сварные швы различаются и по своему пространственному расположению.
Наиболее простым и комфортными для сварщика является работа с соединениями, создаваемыми в нижнем положении. В этом случае достаточно просто контролировать направление шва и избегать растекания расплавленной массы. Как правило, с швами, свариваемыми в нижнем положении без особого труда может справиться даже сварщик, не имеющий большого опыта и квалификации.
Другие пространственные положения сварных швов, таких как вертикальные, горизонтальные и потолочные, требуют определенной технической подготовки и достаточной квалификации. Для качественного сваривания вертикальных, горизонтальных и потолочных швов необходимо выдерживать технологические нормы, прописанные для того или иного вида сварки.
Как правильно варить вертикальный шов?
Сложность сварки заготовок, находящихся в вертикальном положении заключается в том, что расплав под действием силы тяжести стекает вниз, не заполняя шва. Во избежание этого, необходимо удерживать конец электрод ближе к сварной ванне, используя короткую дугу. При работе с некоторыми марками электродов, их можно опирать на свариваемую деталь.
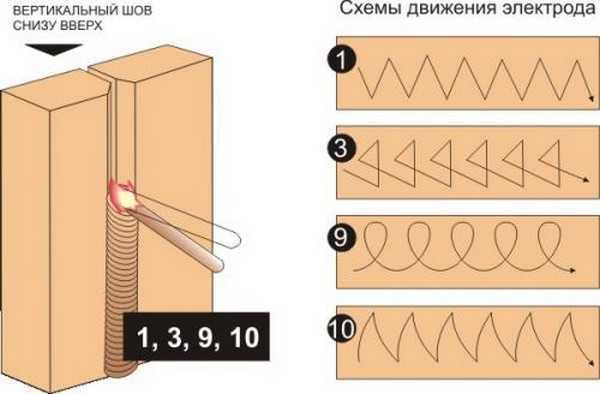
Предварительная подготовка кромок свариваемых элементов должна проводиться в зависимости от типа соединения и толщины деталей. Далее заготовки фиксируются в требуемом положении сварными швами-прихватками, не допускающими смещения элементов.
Правильно варить вертикальный шов можно как снизу вверх, так и наоборот. Более качественный шов получается при передвижении электрода снизу вверх. Сварка шва сверху вниз требует внимательного контроля сварной ванны, однако опытные сварщики используя эту схему работы могут получить неплохой результат.
Для начинающих сварщиков при соединении вертикальных швов допустима сварка с отрывом дуги. Этот метод более прост, так как при отрыве дуги металл остывает, не успевая стекать вниз. Схема движений электрода стандартная – из стороны в сторону петельками или снизу вверх.
Как правильно варить горизонтальный шов?
Технологический регламент этого типа сварного соединения во многом схож с предыдущим. Для предотвращения стекания расплавленного металла рекомендуется увеличить скорость передвижения электрода, что уменьшает прогрев металла. Помимо того, можно кратковременно отрывать дугу, позволяя металлу остывать. Еще один метод – небольшое снижение сварочного тока. Для получения качественного шва следует применять один из указанных методов.
Как правильно варить потолочный шов?
Этот вид сварных соединений считается наиболее сложным и требует высокой квалификации и мастерства исполнителя. Для того чтобы правильно варить потолочный шов электросваркой необходим постоянный контроль сварной ванны. При создании соединения сварочный электрод удерживается под прямым углом к деталям, создавая короткую, но постоянную дугу. Рекомендуемая схема ведения электрода – круговые движения, расширяющие площадь шва.
Финишная обработка сварных швов
Как правило, большинство сварных соединений требуют последующей обработки для удаления разбрызгавшегося расплава, окалины, шлака. Помимо того, нередко возникает необходимость выравнивания выпуклой поверхности шва.
При зачистке шва, в первую очередь, с использованием молотка и зубила удаляются с поверхности шва брызги, окалина и шлак. Далее, при необходимости, посредством углошлифовальной машины проводится выравнивание шва. Зернистость абразивного круга подбирается в зависимости от требуемого уровня гладкости шва.
В отдельных случаях сварной шов покрывается тонким слоем оловянного расплава.
svarkagid.com
www.samsvar.ru
Виды сварочных швов - экскурс
Для выполнения сварочных работ недостаточно выбрать хороший сварочный аппарат. Крайне необходимо знать основные виды сварочных швов и их классификацию, в зависимости от назначения, формы, протяженности или расположению свариваемых деталей.
 Условная классификация сварочных швов выглядит примерно так:
Условная классификация сварочных швов выглядит примерно так:
1. По характеру выполнения различают двусторонние и односторонние швы. При этом, сварка выполняется с двух или с одной стороны соответственно. При этом односторонние швы делается со съемной подкладкой или же на весу. Также сварочные швы могут быть однослойными и многослойными. Последние используются при работе с толстыми металлами.
2. Относительно направления действующих усилий выделяются:
• Фланговый шов. Это специальный угловой шов, располагающийся по вертикали к оси усилия.
• Лобовой сварочный шов. Шов, располагающийся перпендикулярно оси усилия.
• Комбинированный сварочный шов. Это сочетание стандартных лобового и флангового швов.
• Косой шов. В этом случае ось шва лежит под углом к действующему усилию.
3. В зависимости от выбранного положения в пространстве различают следующие виды сварочных швов и соединений:
• Нижние;
• Потолочные;
• Вертикальные;
• Горизонтальные.
4. По внешней форме различают такие сварочные швы:
• Нормальные. Используются для выполнения стандартных сварочных работ.
• Усиленные. Необходимы для более сложных заданий.
• Ослабленные. Предполагают временный характер сварочных работ.
5. По способу удержания металла:
• Швы, выполняемые на специальных съемных стальных подкладках;
• Швы, производимые без специальных подкладок или подушек;
• Швы, выполненные на флюсомедных, медных, керамических или асбестовых подкладках;
• Сварочные швы, сделанные на особых газовых или флюсовых подушках.
 6. Виды сварочных швов, относительно прилегающей поверхности:
6. Виды сварочных швов, относительно прилегающей поверхности:
• Плоские. Такие швы выполняются стандартными толстопокрытыми электродами;
• Выпуклые. Получаются при использовании специальных тонкопокрытых электродов. Такие швы практически не гарантируют прочности соединения;
• Вогнутые швы;
• Прямолинейные;
• Спиральные сварные швы;
• Круговые и т.д.
7. В зависимости от места соединения свариваемых поверхностей:
• Стыковые швы;
• Угловые сварные швы.
Знание всех этих швов и порядка их применения гарантирует высокое качество и долговечность выполняемой сварки. Только хороший сварщик может правильно выбрать необходимые виды сварочных швов и соединений.
www.vse-o-svarke.org
- Укладка водяного теплого пола под ламинат

- Светодиодные платы на 220v

- Как трубы поменять

- Печь чугунная с закрытой каменкой

- Схема скважины на воду

- Мангал из кирпича в беседке своими руками

- Как сделать красивым двор своими руками

- Чем отпугнуть мышей на даче

- Неприхотливые многолетники цветущие

- Чем можно отапливать жилое помещение

- Мегаомметр как работает
