
Cварка инверторным аппаратом -новые возможности. Самоучитель по сварке инвертором
Как научиться работать сварочным инвертором

Новые технологии на то и новые чтобы стать намного ближе, и сделать до недавнего времени громоздкие технологии проще и удобнее, и при этом сделать пользование плодами цивилизации и прогресса намного легче и удобнее. Примерно так можно охарактеризовать и возможность пользования сварочным инвертором, небольшим, легким и компактным инструментом для электродуговой сварки и резки металлов, как в бытовом пользовании, так и промышленном.

А вместе с тем приобретение сварочного инвертора это только начало долгого процесса учебы пользования и наработки навыков работы. Именно навыков, поскольку самые дорогие видеоуроки и самые популярные книги никогда не заменят тренировок в работе со сварочным инвертором. А в практической работе именно сформированный навык, и практический опыт порой играют самую важную роль.
Что нужно для того чтобы начать работу
Как ни странно, но после покупки самого сварочного инвертора, рекомендуется сначала внимательно прочитать инструкцию по его применению и трезво оценить свои силы и возможности.
На начальном этапе рекомендуется подготовиться, при этом сам процесс подготовки и первые тренировки чем-то напоминают первый класс школы и весь процесс к 1 сентября:
- подготовка необходимых материалов;
- покупка экипировки;
- подгонка снаряжения;
- подготовка места для первых уроков.
Организация сварочных работ подразумевает выполнение определенных операций с опасным для жизни человека оборудованием и материалами. Такой подход к организации работ, при котором во главу угла ставится прежде всего техника безопасности, вполне оправдан, поскольку непосредственно сварочные работы производятся с помощью сварочного инвертора, электрического сварочного аппарата, преобразующего ток электросети с варочный ток большой силы, и это уже само по себе выступает фактором опасности.
Второй момент – работы при сваривании металла происходят при высокой температуре свариваемых частей, и хотя расплавленный металл быстро остывает, но остывает он до температуры, способной очень сильно травмировать кожные покровы.
Работа со сварочным аппаратом требует проводить сварочные работы под постоянным визуальным контролем, чтобы воочию видеть, что и как происходит, а для этого необходима специальная сварочная маска с защитным стеклом, пропускающим только определенный спектр света.
Приступая к серьезной работе, когда появляется уже определенный опыт сварщика, не лишне дополнительно позаботиться о том, чтобы все конструкции были надежно соединены, ведь металлические конструкции имеют весьма солидный вес и способны очень тяжело травмировать при падении.
Таким образом, как и первокласснику, необходимо собрать портфель и школьную форму начинающему сварщику необходимо укомплектовать весь ученический набор:
- маску сварщика со светофильтром;
- брезентовый костюм сварщика;
- брезентовые рукавицы;
- краги для сварки – удлиненные кожаные перчатки, которые надеваются до локтя;
- респиратор;
- обувь на резиновой подошве, при этом желательно, чтобы подошва была тугоплавкой, ведь часто приходится просто наступать на окалину.
Для расходных материалов учебы нужно:
- электроды для электродуговой сварки постоянным током диаметр 3-3,2 мм, самый популярный диаметр электрода;
- сварочный молоток;
- щетка по металлу;
- небольшой напильник по металлу;
- небольшую струбцинку или сварочный зажим;
- несколько металлических заготовок, для начального обучения.
Ну и, конечно, сам сварочный аппарат.

Подготовка к работе
Первый урок, он на то и первый, чтобы перебороть страх. На более-менее безопасной ровной площадке, с твердым жестким негорючим покрытием и обязательным хорошим освещением необходимо расположить сварочный аппарат и кабели.
Подключение аппарата производится напрямую в розетку, без использования кустарных удлинителей. Но это будет несколько позже. Пока заматываются сварочные кабели и подключаются к аппарату, гнезда, куда вставляются штекеры кабелей и сами кабели маркируются цветом, на начальном этапе достаточно подсоединить кабели к гнездам соответствующих цветов, красный к красному, черный или синий к соответственно черному или синему.
Кабель с креплением в виде прищепки крепится к свариваемым деталям, или хотя бы одной из них, так чтобы он соприкасался с металлом, а не лакокрасочным покрытием. А в электрододержатель вставляется электрод. Все осталось включить прибор и начать варить первый шов.
Использовать для обучения нужно только хорошие электроды, маркировка и рекомендуемый сварочный ток всегда указываются на коробке, или ярлыке пачки, поэтому предварительно на регуляторе (а у многих инверторов используется именно регулятор, а не сенсорная панель) выставляется рекомендованный ток. Впрочем, такие регуляторы часто дополнены кроме шкалы тока еще и шкалой диаметра используемого электрода, что еще больше облегчает работу с инвертором.
Перед включением инвертора рекомендуется перевести регулятор в самое низкое положение, максимально ослабив силу тока. Кроме того, нужно проверить и положение соединений кабелей и целостность изоляции, для нового аппарата это кажется, несколько глупо, а вот для тех, кто работает уже продолжительное время приходиться не только проверять целостность изоляции, но и периодически изолировать прожженные металлом участки ПВХ изолентой, а иногда и менять весь кабель.
Обязательно нужно проверить, чтобы кабель электрододержателя и сам электрод не соприкасались с кабелем с зажимом и свариваемыми деталями.
Включение инвертора происходит довольно просто – шнур электропитания в розетку, и после этого кнопку включения в положение «включено». Все, прибор начал работу, кулер набрал обороты и начал охлаждать электронные компоненты, инвертор готов к работе.

Начало работы
Одним из важных моментов влияющим на качество и скорость работы выступает культура сварщика, то, как он берет электроды, как правильно ведет шов, как наматывает кабель электрододержателя на руку. Да, именно наматывает, для того чтобы удобней было проводить работы, кабель электрододержателя наматывается на руку – делается один оборот вокруг предплечья. Сам по себе сварочный кабель состоит из нескольких медных жил, общее сечение такого кабеля в самом маленьком размере 1 см, и соответствующая жесткость, а значить удерживать кабель кистью довольно сложно, именно поэтому опытные сварщики простым движением делают один оборот кабеля вокруг предплечья.
Удержание электрододержателя обязательно должно быть рукой в одетой брезентовой рукавице или краге. Также в обязательном порядке необходимо надеть и застегнуть костюм сварщика, ни о каких майках, шортах и вьетнамках на ногах не должно быть и речи, ведь диаметр залета брызг и искр достегает 2,5 метров. А учитывая, что рука находится всего в 25-30 см от эпицентра сварки, то и основные искры приходятся именно на сварщика.
Еще один момент, связанный с экипировкой, в принципе вместо брезентового костюма, возможно и использование другой одежды с длинным рукавом и брюками до пят, но при этом это должна быть только натуральные волокна, синтетика мало того что прожигается, она может в мете прожига и прилипнуть к коже, образовав глубокое поражение.
Как начинать варить первый шов?
Установив правильный ток, соответствующий электроду, поднеся маску к лицу на уровень глаз для начала достаточно просто прикоснуться к свариваемым деталям, чтобы возникла электрическая дуга. Все, первый шаг сделан, теперь остается только совершенствовать навыки.

Начало каждого шва начинается с того что электрод подносится к заготовке в месте где планируется проложить сварной шов на расстояние в 3-4 см, после подносится маска и только после этого аккуратно кончик электрода касается свариваемых поверхностей. Правильное положение руки с электрододержателем, требует, чтобы она не прижималась к корпусу тела, а была несколько отодвинута в сторону, чтобы ее движения не были стеснены, чтобы кисть могла свободно двигать электродом.
Для начала, чтобы понять сам процесс формирования электрической дуги и сварочной ванны, рекомендуется проводить наложение швов средней длины, а саму заготовку длиной не более 20 см пробовать проварить в нескольких положения.
Для тех, кто только начинает работу со сварочным инвертором, и вообще с электросваркой, важно правильно подобрать режим дыхания, ведь при первом касании рефлекторно дыхание замирает, а потом требуется наполнить воздухом легкие как можно больше и происходит это тоже рефлекторно, правда, вдох получается весьма насыщенный горячими парами и газом. Поэтому рекомендуется отработать технику дыхания именно на коротких швах, чтобы и ритм дыхания и общая координация движения были гармоничными.
Организация рабочего пространства для начального обучения требует, чтобы основные свариваемые детали находились в горизонтальной плоскости в удобном для сварщика положении. Идеально если вначале, электрод был размещен строго вертикально под углом в 90 градусов. Первые движения рекомендуется делать сначала рукой, а позже когда появиться уверенность и первый опыт движения были столько кистью. От вертикального положения, электрод наклоняется и постепенно отводится в сторону шва под углом в 40-45 градусов. Зажженная дуга при таком движении должна быть непрерывной, вообще на первых уроках необходимо тренировать удержание дуги как можно дольше, под разными углами и на разной высоте, чтобы выработать чувство движения и ощущать формирование самой сварочной ванны интуитивно.
На начальном этапе применяется три основных вида положения электрода и соответственно движения кисти:
- сварка методом «углом вперед»;
- сварка под прямым углом;
- сварка «углом назад».
Наложение шва методом «углом вперед» производится путем формирования сварного шва после прохождения электрода вперед, при этом угол наклона электрода направлен в сторону шва.
Положение под прямым углом применяется для сваривания в труднодоступных местах и при этом электрод направлен строго вертикально на поверхность. Соединение «углом назад» формирует шов при движении «на себя» при этом угол наклона от вертикали может быть от 30 до 60 градусов.
Удобство работы со сварочным инвертором заключается в меньшем количестве случаев залипания электрода, а значит при качественных и сухих электродах дуга должна возникнуть буквально после первого касания о металл.
На начальном этапе, когда для сварщика важно привязываться к конкретным цифрам и значениям рекомендованное расстояние от свариваемого металла до кончика электрода 2-3 мм, позже, когда появится опыт, этот параметр будет регулироваться автоматически, в зависимости от качества дуги и непосредственно от ощущения самого сварщика.
Формирование сварочного шва начинается с момента розжига электрода, здесь важно с первого момента почувствовать то ощущение, когда между электродом и металлом возникает электрическая дуга. Здесь нужно не только почувствовать сам процесс плавления электрода, но и взять его под контроль, таким образом, чтобы дуга не прерывалась.
Розжиг электрода можно сделать двумя способами – постукиванием, и чирканьем. При первом методе оббивается покрытие, и оголенный электрод пропускает через себя ток, образует дугу в одной точке, а при втором, похожем на использование обычных спичек дуга, возникает постепенно, оставляя после себя трассу из точек металла.
Для новичков важно знать, что обычно разжигать легче новый электрод, его достаточно просто поднести к металлу, а вот касаемо уже используемого электрода, то здесь образовавшееся шлаковое напыление будет препятствовать розжигу дуги. Для того чтобы разжечь уже использованный электрод нужно несколько раз его с усилием ударить о поверхность металла.
Особенности технологий современных инверторов
В отличие от стандартных трансформаторных сварок инверторы оснащены рядом функций, позволяющих существенно облегчить работу прибора и соответственно всего процесса сварки деталей:
- Hot Start – обеспечивает легкость разжигания дуги;
- Arc Force – усиливает сварочный ток и препятствует такому явлению, как залипание электрода;
- Anti Stick – функция, обеспечивающая спасение уже залипшего электрода, аппарат сам снижает сварочный ток, тем самым освобождая электрод.
Уроки чистописания и каллиграфии
Сравнивая начинающего сварщика с первоклашкой нет ничего придуманного, ведь оба только учатся держать ручку и электрододержатель. И один и второй тренируются в прописях и каллиграфии, старательно выводя сначала подготовительные упражнения, а только потом переходя к написанию букв и формированию красивых швов.
Для сварщика достаточно сначала научиться прокладывать прямые швы. Далее, рекомендуется начинать делать колебательные движения, и таким образом, осваивать свой почерк в формировании шва. Такие, действительно похожие на прописи школьников зигзаги и синусоиды необходимы для формирования прочных швов, прежде всего на ответственных участках несущих конструкций для прогрева свариваемого металла.
В основном используются следующие виды швов:
- Зигзаг;
- Елочка;
- Спираль;
- Обратная спираль;
- Двойная спираль.
На начальном этапе освоения этих техник достаточно овладеть небольшим по величине колебательным движением, а позже перейти к остальным видам. Увидеть красоту такого сварного соединения и свой, собственный почерк сварщика получается практически сразу после окончания работы, для этого достаточно просто постучать молотком и зачистить щеткой образовавшийся шов.
Внимание! Шлаковое образование очень хрупкое, и при ударе мгновенно разлетается на мелкие частицы, учитывая, что температура такого осколка может быть и 250 и 300 градусов в обязательном порядке нужно надеть защитные очки, или защитную прозрачную маску.
Еще один секрет красивого шва заключается в том, чтобы при окончании сваривания провести электрод в обратную сторону, такое движение избавит от образования в конце небольшого кратера.
Когда сделаны первые шаги…
Уверенное расходование первой пачки электродов вполне может говорить о достаточном формировании опыта сварочных работ, а дальше, дальше нужно осваивать уже тонкости сварочного мастерства.
Одним из таких моментов выступает умение накладывать однопроходные и многопроходные швы.
При однопроходном сварочном шве накладывается шов достаточный для восполнения толщины свариваемого металла, он применяется для сваривания тонких полос до 3 мм и восполняет толщину полностью.
Многопроходный метод применяется для соединения более массивных конструкций, при этом шов может накладываться несколько раз.
Проверка прочности сварного шва проводится довольно просто, при ударе молотком шлаковая шапка должна быстро осыпаться, не оставляя следов, ровный прочный шов под ней не образует раковин, он ровный и гладкий, а вот если видны раковины, картеры и пропуски, то такое соединение необходимо обязательно переделать.
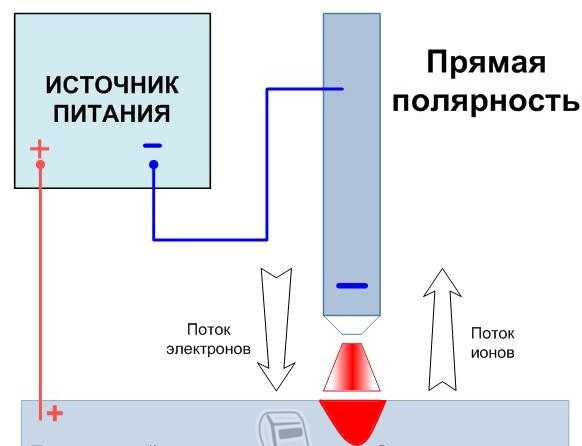
На этапе совершенствования мастерства необходимо, кроме прочего, правильно научиться подбирать электрод и сваривать обратной полярностью. Инверторный аппарат позволяет с наименьшими усилиями научиться сваривать тонкий листовой металл, что весьма проблематично при работе с обычным трансформаторным аппаратом. Обычно для подбора сварочного тока пользуются приблизительной формулой 30А на 1 мм диаметра электрода. Так, что если необходимо использовать для сварки тонких пластин электрод диаметром 1,6 мм, то сварочный ток должен быть в пределах 45-55А.
Для тонкого металла применяется и такой метод сварочных работ, как сварка обратной полярностью. Суть метода заключается в том, чтобы с помощью изменения полярности подключения изменить направление потока электронов, от электрода к свариваемой поверхности, на обратную. Такой прием позволяет не перегревать металл и тем самым добиться соединения заготовок из тонкого металла. Выполняется этот прием довольно просто – меняются местами соединения кабеля массы и электрододержателя в гнездах аппарата.
Для того чтобы такой прием был более действенным необходимо еще и правильно подбирать электроды, при указании типа и маркировке в обязательном порядке на упаковке указывается и полярность подключения. Еще одним существенным моментом того как правильно сваривать тонкий металл выступает правильность подбора размера электрода. Для тонких работ соответственно выбирается электрод более тонкого диаметра.
Среди хитростей работы с инверторным аппаратом нужно выделить еще одну, немаловажную деталь – возможность прибора прожигать отверстия. Это качество необходимо для формирования отверстия в трубах, при резке толстого металла, при необходимости укоротить заготовку без помощи болгарки.
Такую операцию провести очень просто – сварочный ток выставляется на максимальную отметку, и далее электродом в одном месте что называется, прожигается отверстие, а далее до необходимого диаметра оно доводится с помощью постепенного разогрева по окружности.
Резка металла проводится обычно в вертикальной плоскости, при горизонтальном расположении заготовки, на обратной стороне образуются капли металла, что делает вид не очень эстетичным. Кроме того при резке с помощью электродов ровно отрезать заготовку просто невозможно, так что там где необходимо получить максимально ровную линию все-таки придется воспользоваться болгаркой.
svarkagid.com
Сварка инверторная для начинающих схема и видео
Сварка инверторная
Сравнительно недавно появилось оборудование, которое существенно облегчило жизнь большинству профессиональных и начинающих сварщиков. Сварка инверторным аппаратом позволяет значительно облегчить технику выполнения сварочных работ, применение нового способа преобразования электрического тока позволило существенно уменьшить габариты и вес оснащения.

Принцип работы инвертора
Если в обычных трансформаторных устройствах для дуговой сварки повышение силы тока в сварочной дуге достигалось путем преобразования электродвижущей силы тока в обмотках, то схема инверторного аппарата работает по совершенно другому принципу.
- Источником питания для инвертора служит обычная бытовая электрическая сеть переменного тока, имеющая частоту 50 Гц.
- Выпрямляющая схема устройства выполняет преобразование переменного в постоянный ток, после чего происходит его окончательное сглаживание при помощи специального фильтра.
- Инвертором называется основной электрический узел устройства. С его помощью происходит обратное преобразование постоянного тока в переменный, но при этом, частота, получаемая на выходе, уже измеряется десятками килогерц. В зависимости от модели это значение может достигать 50-60 кГц. Смысл данного двойного преобразования, схема которого на первый взгляд многим непонятна, состоит в том, что для понижения напряжения высокочастотного тока требуются трансформаторы гораздо меньших объемов и веса.
Для сравнения — сварка инвертором при силе тока 160А требует применения трансформатора с массой всего в 0,25 кг, тогда как по старой технологии вес устройства составлял бы уже 18 кг.
- Полученный высокочастотный ток понижается до расчетного напряжения (в бытовых устройствах обычно 60-90 В), в результате сила тока составляет минимально необходимые для сварки 120-200 А.
Плюсы сварочного инвертора
Кроме уже озвученного небольшого веса, который делает аппарат оптимальным для бытового применения, инверторная схема обеспечивает еще целый ряд преимуществ:
- Возможность применения электродов предназначенных как для постоянного, так и для переменного тока. Это имеет большое значение, когда предполагается сварка чугуна, цветного металла или различных сплавов.
- Устройство обеспечивает возможность регулировки силы сварочного тока в значительном диапазоне, благодаря этому может выполняться аргонодуговая сварка инвертором с применением неплавящихся электродов из вольфрама.
- Схема управления большинства современных устройств инверторного типа позволяет реализовать множество функций, существенно облегчающих выполнение сварочного процесса. К ним можно отнести возможность облегченного розжига дуги, функции предотвращающие залипание электрода в разных режимах работы.
Минусы инверторной аппаратуры
Для того чтобы быть объективным, следует упомянуть и негативные качества инвертора.
- Основной недостаток, который определяется сложностью устройства, это цена установки. Разница по стоимости между инвертором и обычным сварочным трансформатором достигает приличной суммы. Инвертор минимум в 2-3 раза дороже.
- В связи с тем, что схема устройства собрана с применением полупроводниковых деталей, как и любое электронное устройство, инвертор очень чувствителен к пыли. Поэтому при эксплуатации в производственных условиях необходимо выполнять его чистку 2-3 раза за сезон.
- Кроме того многие модели боятся отрицательных температур, эксплуатация при значительных морозах может стать проблематичной.
- Существенно сковывает движения сварщика, особенно на первых порах, короткая длина сварочного кабеля, она не должна превышать 2,5 метров.
На что обращать внимание при выборе инвертора
Для того чтобы сварка инвертором принесла только качественный результат, и оставила приятные впечатления от работы, следует со всей серьезностью отнестись к выбору устройства. В зависимости от того, зачем вам нужен инвертор, необходимо выбирать между профессиональной и бытовой моделью, они имеют существенные различия.
- Большинство бытовых устройств требуют регулярного прекращения работ для остывания. В таком случае сварка инвертором может выполняться на протяжении 15-20 мин, затем должен следовать перерыв, время которого должно быть приблизительно вдвое больше. Профессиональные модели изначально рассчитаны на эксплуатацию в течение смены (8 часов), существуют также устройства, применяемые в промышленности, некоторые из них могут работать практически круглосуточно.
- Выбирая инвертор для дома, уточните величину имеющегося напряжения в сети. Если оно стабильно, и его величина соответствует норме, тогда вполне достаточно аппарата, рассчитанного на сварочный ток в 160 А. При наличии пониженного напряжения лучше всего остановиться на модели, выдающей 200 А, в противном случае схема может не обеспечить качество сварки.
Особенности выполнения сварки инвертором
Главное достоинство данного аппарата в том, что сварка инвертором может выполняться и не слишком опытным сварщиком. В отличие от сварочных трансформаторов инвертор создает более удобные условия работы.
- В трансформаторных устройствах существует прямая зависимость между выходным и входным напряжением, поэтому при существенных перепадах возникают существенные сложности в момент зажигания дуги, электрод попросту липнет к свариваемым деталям. Схема инверторного аппарата позволяет ликвидировать эту зависимость напряжений, поэтому зажечь дугу можно без особых усилий.
- Недостатком трансформатора является неспособность держать постоянную величину тока, поэтому часто возникает ситуация когда метал не проваривается полностью или наоборот, пережигается. Сварка инвертором этого недостатка не имеет, величина сварочного тока постоянная.
- При выполнении работы простым сварочным аппаратом большую роль играет поддержание стабильного размера дуги, от этого во многом зависит качество соединения. Для начинающего сварщика часто очень тяжело выдерживать этот параметр, но применение инвертора позволяет не так тщательно контролировать эту величину. Дело опять же в постоянстве сварочного тока, при котором минимальные изменения параметров дуги не оказывают влияния на качество шва.
- Сварка инвертором позволяет достаточно быстро освоить технологию выполнения вертикального шва. То, что инвертор позволяет избавиться от постоянного залипания электрода позволяет выполнять сварку прихватками даже не слишком искушенному сварщику.
Как видите, сравнение работы простым сварочным аппаратом и инверторным показывает преимущества применения именно последнего, поэтому существует целесообразность заплатить большую стоимость, и приобрести аппарат, схема которого позволит выполнить работу более просто и качественно.
Инвертор полуавтомат
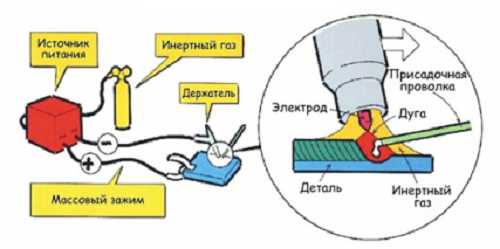
Кроме устройств для ручной дуговой сварки, существуют и другие виды инверторной техники. К ним может быть отнесена сварка инверторная полуавтомат, предназначенная для работы в среде защитных газов (сварка MIG/MAG). В данном случае сварка инвертором осуществляется при помощи присадочной проволоки, которая подается в зону работ автоматическим устройством.

Выпускаемые модели также имеют небольшой вес и вполне могут применяться в бытовых условиях для сварки различных марок стали, алюминия, различных сплавов. Конструктивно чаще всего состоят из двух блоков — сварочный инвертор и устройство подачи проволоки. Существуют модели, которые позволяют выполнять и обычную дуговую сварку. Сварка инвертором такого класса отличается высокой производительностью, гарантирует получение шва надлежащего качества.
Стоимость такого оборудования значительно выше, поэтому народными умельцами все чаще выполняется переделка стандартных инверторов, позволяющая работать ими в полуавтоматическом режиме.
Инверторная сварка TIG
Еще одна разновидность инверторных устройств — аргонодуговая сварка. Электрическая схема работает по стандартному для данного типа оборудования принципу преобразования высокочастотного напряжения, что обеспечивает стабильность дуги для сварки практически любых металлов.
Современные установки позволяют выполнять сварочный процесс с применением переменного и постоянного тока, выбор режима зависит от типа и свойств соединяемых металлов. Применение аргона обеспечивает надежную защиту сварочного соединения от воздействия атмосферного воздуха. Сварка TIG считается одним из самых прогрессивных методов выполнения сварочных работ, она незаменима при необходимости соединения алюминия и других цветных металлов. Сварка инвертором данного вида может применяться при работе с нержавейкой, титаном.
Некоторые производители поставляют на рынок устройства, способные выполнять сварку по всем перечисленным технологиям, такая универсальность делает подобное устройство для сварки незаменимым для небольших мастерских, частных автосервисов. А экономичность инвертора и его щадящее воздействие на электрическую сеть делает его самым оптимальным сварочным аппаратом для бытового применения.
Похожие статьиgoodsvarka.ru
Сварка инвертором для начинающих в домашних условиях
Умение сваривать инвертором позволяет выполнять работы на даче и в частном доме: починить ворота, поставить забор, создать емкость для жидкости, установить теплицу. Сварочный аппарат обладает постоянным током и небольшой массой, поэтому качество швов высокое, а перенос на любое рабочее место легкий. Сварка инвертором для начинающих дается просто благодаря вспомогательным функциям оборудования. Статья описывает принцип работы с пошаговой инструкцией и способы ведения дуги в различных пространственных положениях.

Принцип работы инвертора и его подключение
Сварка инвертором основана на принципе создания электрической дуги путем замыкания двух контактов. Для этого используют компактные аппараты, где в середине размещен понижающий трансформатор. В нем напряжение опускается до безопасных значений (36-70 В), а сила тока возрастает до показателей, способных плавить металл. Температура сварочной дуги может достигать 5000 градусов.
После трансформатора ток попадает на диодный мост и выпрямляется. Прохождение через ключи аппарата и транзисторы содействует обратному преобразованию напряжения в переменное, но с возросшей частотой. Вместо 50 Гц оборудование выдает 20-50 кГц. Потом оно выпрямляется повторно.
Такое напряжение позволяет формировать более гладкие швы с мелкой чешуей и обеспечивает полное перемешивание молекулярной структуры металлов. Прочные соединения выдерживают повышенные нагрузки на преломление и разрыв, а при испытании давлением, показывают должную герметичность.
Из-за малого веса инверторы очень популярны у частных мастеров и различных строительных бригад. Научившись варить таким аппаратом можно не только решать текущие задачи в частном доме, но и начать зарабатывать на этом.
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание. Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза.
Подбор силы тока
Чтобы освоить сварку инвертором новичку важно научиться правильно выставлять силу тока. Она выбирается исходя из толщины свариваемого металла. Если число ампер будет слишком высоким, то шов получится чрезмерно вплавленным и местами с прожогами до дыр. Такое соединение легко сломать при нажиме.
Когда сила тока мала, наплавленный металл остается на поверхности без глубокой проплавки. На отоплении такие швы скоро дадут течь. Металлоконструкции окажутся непрочными и могут распасться.
Регулировка ампер на инверторе осуществляется переключателем на торцевой панели. Значения отображаются на цифровом дисплее или нарисованной шкале. Для создания оптимальных соединений следует выбирать следующую силу тока:
| Сила тока, А | Толщина металла, мм |
| 35-55 | 1,5 |
| 45-75 | 2 |
| 90-125 | 3 |
| 125-165 | 4 |
| 140-170 | 5 |
| 160-200 | 6 |
Подбор диаметра электрода
Сварка инвертором дается легко, если научиться выбирать диаметр электрода в согласии с установленной силой тока и толщиной сторон свариваемого изделия. Слишком тонкие элементы будут перегреваться на большом токе, что накалит ручку держателя и доставит дискомфорт сварщику. Завышенный диаметр не даст нужной степени проплавления и будет постоянно прилипать.
Осваивая сварку инвертором новичку можно выбирать диаметр электрода ориентируясь на толщину металла:
| Толщина металла, мм | Диаметр электрода, мм |
| 1,5 | 2 |
| 2 | 2,5 |
| 3 | 3 |
| 4 | 4 |
| 5 | 4 |
| 6 | 5 |
Пошаговый процесс создания сварочного соединения

Когда все настройки выставлены правильно можно начинать сварку инвертором. Предварительно следует надеть защитную одежду из плотной ткани. Края куртки должны находиться поверх брюк, равно как и края штанин поверх ботинок. Это не даст горячим окалинам залететь в эти места и причинить ожоги. Маску для новичка лучше выбрать хамелеон, чтобы яснее видеть свои действия до розжига дуги. На руки одеваются перчатки из прочной ткани.
Пошаговый процесс создания сварочного соединения выглядит так:
- Кончиком электрода постукивают о черновую поверхность. Это может быть квадрат металла или пластина 100х100 мм, прикрепленная к массе. Такой прогрев запускает движение электронов в присадочном металле и улучшает чувствительность к следующим возгораниям.
- Две стороны необходимо прихватить между собой, чтобы при сварке они не разъехались. Прихватки ставят минимум в двух местах для стыкового положения и добавляют еще две с обратной стороны при тавровом или угловом.
- После этого дуга переносится на начало шва. Достаточно лишь слегка прикоснуться к металлу.
- Дуга горит очень ярко, поэтому первое время лучше тренироваться на черновых деталях, чтобы привыкнуть к свету. Это позволит рассматривать ее не как одно белое пятно, а различать происходящие в ней процессы.
- При удержании дуги на месте начнет образовываться лужица металла. Ее называют сварочной ванной. Она создается за счет плавления основной стали и присадочного железа. Ширина ванны определяет границы будущего шва.
- Кроме расплавленной стали в ванне будет жидкий шлак. Его пары создают изолированную среду для защиты шва от воздействия воздуха. Начинающему сварщику при работе с инвертором важно научиться отличать жидкий металл от жидкого шлака. Первый имеет белый цвет, а второй — красный. Если принять шлак за железо, то можно оставить много мест не проваренными.
- Хотя шлак защищает жидкую сталь от газовых включений, своими наплывами он изрядно мешает, поэтому сварщику необходимо кончиком электрода периодически отгонять затекающий шлак в сторону. Это образует разводы на поверхности, которые легко отбить после застывания.
- Ведется шов различными движениями кончика присадочного элемента, что требует более детального рассмотрения и описано ниже.
- На завершающей стадии нужно выполнить «замок» — так называется окончание шва. Если просто убрать электрод, то в конце образуется кратер, который так и застынет. При запуске воды он даст течь. С него начнется трещина при нажиме. Завершается шов отводом кончика на цельный металл (в сторону) или заходом на уже созданное соединение.
Как правильно держать электрод и вести шов

Инверторная сварка дает хорошие результаты, если освоить правильное удержание электрода. Здесь существует несколько положений и техник. Вести шов, расположив электрод под 90 градусов относительно поверхности, можно только в редких случаях, где ограничено пространство для наклона рукой.
Оптимальным является наклон присадочного элемента на 45 градусов от плоскости. Это создает направленное движение для выхода расплавленного железа и облегчает удаление шлака. Вести шов можно слева направо и наоборот, в зависимости от удобства пользователя. Допускается траектория от себя и на себя. Движение осуществляется всегда в сторону наклона электрода, когда необходим хороший провар. Ведение углом вперед используют лишь для тонкого металла и широкого шва.
Между кончиком и деталью нужно выдерживать расстояние 3-5 мм. Оно должно быть стабильным. Если этот зазор сократить, то присадочный элемент будет часто прилипать. При удалении на 6-10 мм дуга рассеивается и перестает вплавлять металл.
Чтобы создать красивый шов в нижнем положении применяется несколько техник колебательных движений кончиком электрода. Это могут быть:
- «лежачие» восьмерки;
- полумесяцы;
- зигзаги;
- спирали;
- треугольники;
- двойные восьмерки;
- повторяющиеся прямоугольники.
Ширина выполнения фигур определяет наружные границы шва. Способ движений выбирается с учетом параметров соединения (где нужно больше присадочного металла на краях или посередине шва). Но это можно реализовать в нижнем положении, когда шлак и сталь не будут активно стекать.
Сварка инвертором в различных пространственных положениях
В быту и на производстве встречаются ситуации, когда детали необходимо соединить между собой не в стык, а иным способом. Швы могут быть на стене или даже на потолке. У каждого положения есть свои нюансы, которые нужно знать начинающему, пытающемуся освоить сварку инвертором. Если немного потренироваться целенаправленно в каждом виде, то легко получиться их освоить.
Угловое положение
Сварка двух металлических пластин под углом 90 градусов или иным, в нижнем положении, имеет свои сложности. Ввиду вертикального расположения одной из сторон, металл, под действием силы тяжести, ложится больше на нижнюю полку, поэтому шов получается неравномерным и легко ломается.
Чтобы создать угловое соединение инвертором, если есть возможность, стоит положить детали «лодочкой». V-образное положение уравнивает стороны. Выполняются две прихватки для фиксации сторон. Немного наклонив один край, путем приподнимания второго, удастся обеспечить самостоятельный отток шлака из сварочной ванны.
Выполнение такого шва не требует колебательных движений, поскольку зона сильно ограничена боковыми стенками. Здесь достаточно установить кончик электрода в основание, зажечь дугу и медленно вести ее. Для более прочного соединения рекомендуется отбить шлак после первого прохода и повторить шов.
Если нет возможности установить изделие в «лодочку», то расходный материал наклоняют под 45 градусов относительно нижней плоскости и общего положения двух пластин. Дуга ведется углом назад без колебательных движений. Периодически нужно отгонять шлак резким махом кончика.
Вертикальное положение
Это может потребоваться при установке забора или сварке инвертором теплицы. Большие конструкции сложно перевернуть, и приходиться создавать швы на вертикальной стенке. Здесь негативным фактором служит сила тяготения, из-за чего жидкий металл постоянно капает вниз и не задерживается на поверхности.
Создаются вертикальные швы инвертором снизу вверх. Угол подноса электрода 45 градусов относительно свариваемых деталей. Здесь используется прерывистая дуга и колебательные движения полумесяцем:
- Электрод зажигается у основания и откладывается «полка» из присадочного металла.
- На мгновение кончик электрода убирается, чтобы сталь застыла.
- Не отбивая шлак, тут же наносится вторая «полка» с захватом 30% предыдущей.
- Так, постепенно поднимается шов из наборных полумесяцев вверх.
- Шлак при этом самостоятельно стекает вниз и не требует никаких действий. После застывания он отбивается.
Вертикальные швы даются новичкам сложнее, поэтому придется много тренироваться. Необходима усидчивость и равномерные отрывы дуги, для предотвращения падения жидкого металла.
Потолочное положение
Потолочное положение пригождается при сварке навесов или объемных конструкций. Оно еще более сложное ввиду прямого падения тяжелого присадочного металла вниз. Здесь используют либо технику прерывистой дуги, либо значительно понижают силу тока и ведут шов непрерывно. Угол наклона электрода 45-60 градусов относительно потолочной поверхности.
Ампераж опускается на 20% относительно режима нижнего положения. Начинающему сварщику важно стать так, чтобы капли шлака не попадали на руку или маску. Кабель от держателя стоит намотать на руку, чтобы он не тянул вниз.
При непрерывной технике важно держать кончик электрода максимально близко к месту соединения, чтобы обеспечить передачу электронов и хорошую проплавку. Прерывистой дугой получится создать шов более легко, но потребуется больше времени.
Сварка инвертором тонкого металла

Отдельную сложность представляет для начинающих сварка тонкого металла. Это может быть лопата или тонкое железо на канистре, емкости для воды. Накладной лист на рамку ворот тоже может быть 0,8-1 мм толщиной. Самым частым требуется подварить кузов автомобиля.
Для овладения этой техникой важно установить ток в пределах 20-30 А. Диаметр электрода лучше всего выбрать 1,6-2 мм. Свариваемую поверхность следует тщательно очистить от ржавчины и следов краски. Если работа выполняется в нижнем положении, то используют графитовую подложку, которая будет поддерживать расплавленный металл от проваливания и не даст прилипнуть всей конструкции.
Вести шов необходимо углом вперед, что расширит зону нагрева и не позволит образоваться прожогам. Скорость ведения должна быть немного выше обычной. Полярность устанавливается обратная (+ на держателе). Расстояние между кончиком электрода и изделием выдерживается 5 мм. Это рассеет воздействие дуги и не даст прогореть тонкой стенке.
Важную роль играют и электроды. Лучше всего использовать элементы с рутиловым покрытием, которые обеспечивают устойчивое горение и легкое возбуждение. Хорошо начинающему сварщику работать с инвертором, у которого присутствует функция «Форсаж дуги». Это не даст прилипнуть кончику в случае сбивания расстояния.
Распространенные дефекты сварки инвертором у новичков
При сварке инвертором все новички допускают дефекты. Зная основные из них получится не расстраиваться и работать над ошибками, чтобы скорее овладеть мастерством. Среди распространенных ошибок и их причин следующие:
- Трещины — образуются из-за неправильного подбора электродов. Химический состав плохо сочетается со свариваемыми материалами, что приводит к образованию холодных и горячих трещин. Проблема решается внимательным чтением на упаковке, где указано для каких сталей предназначен присадочный элемент.
- Прожоги — это дыры в пластинах и других деталях. Возникают в следствии чрезмерной силы тока и медленного ведения дуги. Здесь необходимо установить ток по таблице вверху и быстрее вести шов.
- Непровары — это откровенно пропущенные участки, где присадочный металл лег сверху и не проплавился. Такое соединение легко сломать и оно не герметично. Причиной служит малая сила тока и быстрая проводка шва. Проблема решается правильными настройками аппарата и спокойным ведением.
- Поры — образуются из-за взаимодействия сварочной ванны с окружающей средой. Причиной может быть плохое покрытие электродов или то, что оно отсырело. Это решается прокалкой присадочных материалов на печи или другом устройстве при температуре 170 градусов. Поры могут появляться и при сильном ветре в месте сварки на улице, поэтому необходимо установить заграждающий щит.
- Неравномерная форма шва выражается в буграх, грубой чешуе и разности по ширине. Это следствие плохого освоения колебательных движений и исправляется тренировками.
Полезные функции инвертора для новичков
Сварка инвертором для новичков освоиться легче, если использовать аппараты с дополнительными функциями:
- Форсаж дуги не даст прилипнуть электроду при сварке тонкой стали. Этот режим автоматически прибавляет 10% тока от выставленного, когда оборудование «чувствует» сокращение расстояния между поверхностью и электродом.
- Горячий старт способствует мгновенному розжигу дуги без предварительных постукиваний об черновой материал. Поддержание высокого напряжения холостого хода в момент разомкнутых контактов повышает общую производительность.
Сварка инвертором позволяет новичку самостоятельно чинить многие элементы. Освоив параметры настройки аппарата и применяя советы по технике выполнения шва можно быстро научиться варить этим компактным аппаратом.
instrumentiks.ru
Сварка инвертором для начинающих6 особенности процесса
Инверторная сварка, появившаяся сравнительно недавно, значительно облегчила выполнение сварочных работ простотой и легкостью применения. Сварку инверторным аппаратом, имеющим небольшие габариты, легкий вес и несложную систему управления, могут выполнять как опытные сварщики, так и новички.
Принцип работы инвертора
Технология сварки инвертором заметно отличается от работы обычного трансформаторного оборудования для дуговой сварки. В последнем случае процесс повышения силы тока в сварочной дуге заключается в преобразовании электродвижущей силы тока в обмотках. Функциональная схема инверторной аппаратуры базируется на совершенно другом принципе.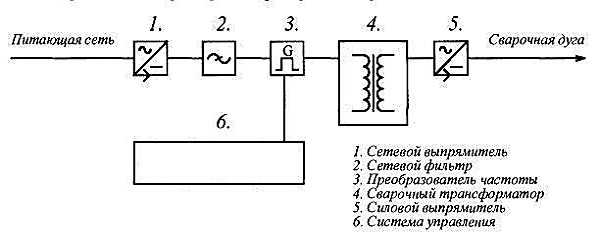
Источник питания инвертора – домашняя электросеть переменного тока, с частотой 50Гц. Переменный ток преобразуется в постоянный выпрямляющей схемой аппарата, далее специальный фильтр окончательно сглаживает его показатели. Основным электрическим узлом устройства, с помощью которого выполняется обратное преобразование постоянного тока в переменный с увеличением частоты до огромных показателей (50-60 кГц), является инвертор.
Важно знать! На первый взгляд схема двойного преобразования кажется слишком громоздкой и непонятной. Но ее преимущество заключается в том, что для снижения показателя напряжения тока высокой частоты в данном случае потребуется трансформатор, обладающий небольшими размерами и весом.
Например: для инверторной сварки при силе тока 160А потребуется трансформатор, обладающий массой порядка 0,250 кг, в то время как для устройств старого образца применяется трансформатор массой около 18 кг. Полученный в процессе преобразования ток высокой частоты понижается до 60-90 В (в бытовом оборудовании), сила тока при этом обладает минимальным показателем в 120-200 А которого достаточно для сварки.
Преимущества инвертора
Небольшие габариты и масса делают аппарат очень удобным для применения в домашних условиях. Но оборудование обладает и другими достоинствами, отличающими его от техники старого образца.
- Электроды для инверторной сварки могут быть как для постоянного, так и для переменного тока. Это существенное преимущество, особенно когда необходимо выполнить соединение чугунных конструкций или деталей из цветных металлов и сплавов.
- Инверторная сварка обладает возможностью регулировать силу тока в достаточно большом диапазоне. Это делает доступным выполнение аргонодуговой сварки инвертором с помощью неплавящихся вольфрамовых электродов.
- Инверторная сварка своими руками – процесс менее трудоемкий и сложный, чем сварка аппаратами старого типа, благодаря схеме управления, позволяющей выполнять большое количество функций, направленных на облегчение сварки. Например: облегченный розжиг сварочной дуги, предотвращение залипания электрода при смене режима работы и другие.
Недостатки
Несмотря на большое количество достоинств, использование инверторной аппаратуры обладает рядом негативных моментов.
- Высокая стоимость – это основной недостаток оборудования, влияющий на выбор покупателя. Инвертор в несколько раз дороже обычного оборудования. Поэтому при единичном пользовании его лучше брать в аренду, или обращаться за помощью к специалистам.
- Аппарат обладает повышенной чувствительностью к пыли, как и все прочие электронные устройства на основе полупроводниковых элементов. Эксплуатация оборудования невозможна без периодической чистки, которую в сезон необходимо производить до 4 раз.
- Некоторые модели устройств нельзя использовать для сварки в условиях отрицательных температур из-за повышенной чувствительности к холоду.
- Сварка инвертором для начинающих может показаться неудобной из-за короткого сварочного кабеля, длина которого по установленным нормам не должна превышать 2,5 метра.
При выборе инвертора необходимо определиться с его назначением. Существуют профессиональные и бытовые модели, обладающие рядом отличий.
Отличия бытовых и профессиональных инверторов
Бытовые устройства должны иметь время для остывания через каждые 15-20 минут сварки. При этом длительность остывания в два раза превышает время работы. Профессиональная модель может функционировать в течение 8-9 часов, а промышленное оборудование настроено на круглосуточную работу.
Приобретая бытовой агрегат необходимо уточнять показатель напряжения в сети. Стабильные параметры и постоянная величина, соответствующая норме, позволяет покупать оборудование, которое рассчитано на сварочный ток 160 А. При низком напряжении, лучше приобретать модель с показателем 200 А, иначе пострадает качество сварного шва.
Особенности инверторной сварки
Основное преимущество аппаратуры заключается в том, что ей может работать даже неопытный сварщик, потому что инвертор, в отличие от сварочных трансформаторов, более легок и удобен в работе. Но все же предварительно следует ознакомиться с тем, как правильно варить инверторной сваркой.
Прямая зависимость между входным и входным напряжением, существующая в трансформаторном оборудовании, при существенных перепадах способствует возникновению сложностей во время розжига дуги, заключающихся в прилипании электрода к соединяемым элементам. Устройство инверторного аппарата исключает подобную зависимость, что облегчает процесс зажигания дуги.
При сварке трансформаторными аппаратами, которые неспособны удерживать постоянную силу тока, существует возможность возникновения ситуаций, при которых металл не проваривается или наоборот прожигается. Сварка инвертором не имеет подобного недостатка, обладая постоянной величиной сварочного тока.
Качество сварного шва, при работе обычным сварочным оборудованием, зависит от поддержания горения сварочной дуги. Не каждый начинающий сварщик сможет обеспечить подобный параметр. Инверторная аппаратура не требует тщательного контроля этой функции из-за постоянства сварочного тока, который обеспечивает высокое качество сварочного шва даже при небольших изменениях дуги.
Вертикальный шов гораздо быстрее и качественнее получается при сварке инвертором, чем трансформаторным устройством. Обусловлено это исключением постоянного прилипания электрода к соединяемым деталям, что облегчает выполнение сварки прихватками.
Преимуществом инверторной сварки является более простое и качественное выполнение работы.
Полуавтоматическое оборудование
Существует несколько видов инверторной техники. Одним из них является инвертор-полуавтомат, предназначенный для работы в среде защитных газов.
Сварной шов выполняется с помощью присадочной проволоки, подаваемой автоматически в зону горения дуги. Полуавтоматы также обладают небольшими габаритами и весом, применяются на производствах и в быту для соединения деталей из различных металлов и сплавов. Конструкция состоит из сварочного инвертора и аппарата, подающего проволоку.
TIG- сварка
Аргонодуговая сварка является разновидностью инверторных устройств. Схема инвертора – стандартная: преобразование напряжения высокой частоты, обеспечивающего стабильность дуги. Это позволяет выполнять соединения различных металлов.
Выбор режима, постоянного или переменного тока, в современных установках напрямую зависит от характеристик свариваемых металлов. Аргон защищает сварочное соединение от воздействия воздуха. TIG – сварка инвертором применяется для соединения конструкций их алюминия, нержавейки, титана и других металлов и сплавов.
Современный рынок предлагает оборудование, которое поддерживает все перечисленные выше технологии. Универсальные сварочные инверторы могут стать незаменимыми устройствами для частных автосервисов и мастерских.
stroitel5.ru










