
Как обуздать электродуговую сварку. Дуговая сварка для начинающих
Урок сварки для начинающих. (ММА)
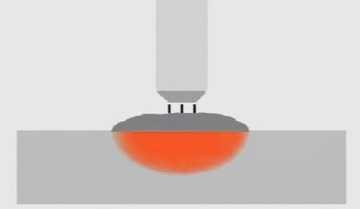
Дуговая сварка металла — распространённый и универсальный метод соединения металла. Технология дуговой сварки: электрический ток сварочного источника образует дугу между основным металлом и расходуемым электродом. На электроде горит обмазка, которая выделяет газ, защищающий область от кислорода. Перегретый окружающий газ плавит металл, при этом металл с электрода переносится в сварочную ванну.
Главная задача для новичка — научиться вести сварочный шов. Перед тем, как начнем жечь электроды, узнаем о применяемом оборудовании. Задача сварочного аппарата, независимо от его размера или формы, — обеспечить достаточный регулируемый ток, идущий к электроду. Сварочный аппарат выдает постоянный или переменный ток на электрод. Раньше для сварки использовали трансформаторы. Им на смену приходят компактные и стойкие к просаживанию сети сварочные инверторы.
Для переменного тока используют соответствующие электроды. Профессиональные сварщики предпочитают постоянный ток. При сварке постоянным током поток электронов движется в одном направлении. Сварочный инвертор позволяет выбрать полярность. Полярность — направление движения потока электронов, зависит от того, к какой клемме вы подключили провода.
Обратная полярность при сварке: плюс на электроде, минус на клемме «земля». Ток идет от отрицательного к положительному контакту, поэтому электроны движутся от металла на электрод. Это приводит к сильному нагреву конца электрода. Для обычной сварки используется плюс на электроде, минус на клемме.
Прямая полярность при сварке: минус на электроде, плюс на клемме «земля». Ток идет от электрода к металлу, электрод холодный, а металл горячий. Это используется в специальных электродах для скоростной сварки листового металла.
Запомните, разные аппараты сваривают по-разному! Поэтому при обучении используйте один аппарат, насколько это возможно. Также важны изолированные медные провода. Они бывают разных размеров (сечения). На конце основного провода ставится быстросъемный зажим, к нему присоединяется 3-х или 4-х метровый провод определенного сечения с электрододержателем на 200, 300 или даже на 500 А (используются для толстых электродов и больших токов). Для домашнего применения 200 А удобнее. Существуют держатели подобные пассатижам, а есть держатель сварочный, в который вставляют электрод и поворачивают ручку (если нужен электрод под различными углами, согните его у основания). Так же нужна клемма заземления с быстросъемным зажимом.
Яркость дуги примерно в 10 тысяч раз выше приемлемой для человеческого глаза яркости света. Защитный фильтр защитит глаза от ожога, когда вы смотрите на расплавленную ванну. Они бывают разных номеров. Меньше цифра — светлее фильтр маски сварщика. Люди по-разному чувствительны к свету. Светофильтр сварщика должен защищать глаза, но вы должны ясно видеть сварочную ванну. Если вы используете толстые электроды и большие токи, вы должны применять светофильтры с бо́льшим номером. Светофильтры для масок хрупкие. Чтобы защитить их от искр или царапин используйте защитные пластиковые стекла спереди и сзади. При сборке маски используйте уплотнитель и клипсу. После установки фильтра посмотрите на свет, проверьте, что нет зазоров. Если при варке увидите засветку, прекратите сварку, чтобы не получить ожог сетчатки (зайчик). Заменяйте сварочные защитные стекла, когда они грязные или поцарапались. Чистота стекла важна для четкого видения сварочной ванны.
Сварочные электроды покрыты флюсом, он делает возможным процесс сварки. Сгорая, флюс создает защитный газ и очищает ванну, вытесняя кислород воздуха, удерживая его от соединения с расплавленным металлом, не давая образоваться порам, а так же стабилизирует дугу и поддерживает чистоту расплавленного металла. Когда металл остывает, образуется сварочный шлак, который обеспечивает дополнительную защиту металла от воздуха.
Сварка — постепенная практика, это нетрудно. Сначала обратите внимание, чтобы все было готово для сварки. В любой момент сварки вам должно быть удобно! Электрод сгорает не сразу, поэтому расслабьтесь, возьмите держак обеими руками и обопритесь о стол настолько устойчиво, как это возможно.Когда все готово, начинайте процесс дуговой сварки, опустите щиток сварщика или настройте зажим маски, чтобы по кивку головы она опускалась.
Зажигайте дугу, как зажигаете спичку: чиркайте электродом по металлу и ведите конец на начало шва. При чиркании начнет плавиться флюс электрода, который очищает ванну. Чтобы избежать следов, чиркайте в направлении варки. После чирканья электродом возникает поджиг дуги, конец электрода должен находиться в 3-х мм от поверхности, это создает зазор для дуги, оттуда идет яркий свет. При сварке смотрите не на свет, а дальше дымящихся искр, фокусируйтесь на расплавленной ванне за электродом.
Удобнее брать держак так, чтобы его рычаг располагался под большим пальцем. Чтобы извлечь электрод, возьмите его левой рукой, нажмите рычаг и достаньте электрод. Если электрод залипает, то, скорее всего, флюс на кончике поврежден. Чиркните, чтобы сжечь конец электрода до начала заполнения сварочной ванны.
Когда дуга загорелась, формируйте ванну. Здесь нужно некоторое время, чтобы прогреть основной металл. По времени это занимает 2-3 маленьких оборота электродом вокруг сварочной ванны. Далее во время сварки основной металл прогревается и ванна расходится. Сначала ванна маленькая, сделайте так, чтобы ванна была достаточно широкой и не меняла форму.
Во время сварки держите электрод над металлом. Это называется дуговой промежуток. Контролировать этот зазор первое и, самое важное, чему надо научиться. При движении по шву электрод расходуется, поэтому его надо опускать. Удерживайте постоянный зазор между концом электрода и основным металлом.
Если зазор мал, то нет времени на прогрев основного металла, шов будет выпуклый с несплавлением по краям.
Если зазор слишком большой, дуга начнет скакать, будет плохой провар и тяжело управлять укладкой наплавляемого металла.
Постоянный зазор нормальной величины — первый шаг к управлению сварочной ванной и формированием качественного шва с хорошим проваром.
Чем лучше вы управляете длиной дуги, тем лучше вы будете варить! Когда дуга проходит через зазор, она плавит основной металл и формирует сварочную ванну. Так же она переносит металл с электрода в ванну.
При сварке смотрите по сторонам шва, он должен быть на уровне металла. Формирование шва обычно происходит круговыми или зигзагообразными движениями. При круговых движениях, двигайтесь вбок и смотрите справа от сварочной ванны, потом наверх границы ванны и шлака, а потом на другую сторону и просто распределяйте ванну по кругу. Такова техника дуговой сварки. Зигзагообразные движения из стороны в сторону делают похожий шов: смотрите с одной стороны, наверх ванны и с другого края. При каждой смене направления помните, что расплавленная ванна следует за теплом.
Это шов сварен электродом, который быстро двигали. Линия ванны ниже поверхности основного металла. Интенсивная дуга этого электрода проникла глубоко в основной металл оттолкнула ванну назад и сформировала шов.
Когда вы движете ванну поперек, заполняющий металл с электрода движется позади, а если металла вокруг недостаточно, вы оставляете подрезы. Подрез — пустое место, канавка на краю шва, ниже уровня металла.
Чтобы избежать этого, контролируйте внешние границы, наблюдая за ванной и утоньшая ее на поверхности. Сила дуги на конце электрода может быть использована для манипуляций ванной. Наклоняя электрод, мы как бы толкаем ванну, а не тянем. Чем вертикальнее держим электрод, тем менее выпуклый шов. И наоборот.
 Электрод стоит вертикально, все тепло концентрируется под электродом, сила дуги давит на ванну вниз, это приводит к глубокому проплавлению и распространяет ванну вокруг.
Электрод стоит вертикально, все тепло концентрируется под электродом, сила дуги давит на ванну вниз, это приводит к глубокому проплавлению и распространяет ванну вокруг.
Если наклонить электрод, сила дуги направлена назад и шов начинает подниматься (всплывать).
Если наклон слишком велик, дуга будет давить в направлении шва, делая ванну плохо управляемой.
Бывают ситуации, когда надо варить плоский шов, а бывает, когда нужно оттолкнуть ванну назад. Поэтому используются разные углы наклона электрода. Мы начинаем с угла между 45 и 90 градусами. Он удобнее, сварочная ванна хорошо видна, нормально варится.
Диаметр электрода определяется диаметром стержня. В основных сварочных таблицах приводится диаметр электрода, толщина металла и величина тока для максимальной производительности. При этом часто не учитывая возможности сварщика или специфику ситуации. Можно применять электрод меньшего диаметра для лучшего контроля, но сварка займет больше времени. Точные установки тока могут отличаться и зависят от толщины металла, положения сварщика и его квалификации.
Задача сварочного процесса — прогреть основной металл до расплавления, формируя сварочную ванну. Малый ток не прогреет основной металл, и сварочная ванна будет «бежать» за электродом. Если тока много, то основной металл будет перегретым, дуга будет проникать вглубь и отталкивать металл назад. При оптимальном токе ванна растекается, внешние края тонкие, и мы контролируем сварочный процесс.
В зависимости от сварочной ситуации установки тока меняются. Толстый металл рассеивает тепло, поэтому нужен больший ток. Тонкий металл расплавится быстро, поэтому надо меньше тока. Точные установки тока зависят от поведения ванны. Начните с установок, рекомендованных производителем, и не бойтесь увеличить или уменьшить ток.
Сварка покрытым электродом зависит от температуры основного металла, поэтому мы не можем говорить о токе без учета скорости сварки. Двигаем электрод быстрее, меньше тепла поступает в основной металл, поэтому он холоднее. Если двигаемся медленнее, тепла поступает больше и основной металл будет горячее. Если двигать электрод слишком быстро, металл не будет прогрет, шов будет наверху, без проплавления. Если двигаться медленно, то металл слишком сильно прогревается, ванна расплывается и становится трудноуправляемой. Когда скорость перемещения соответствует току, ванна растекается, но остается управляемой. Края тонкие и шов одинаковый толщины.
С опытом вы сможете поставить чуть больший ток и увеличить скорость сварки. Больший ток лучшее проплавляет, и вы получите более гладкий шов, но в этом случае труднее контролировать ванну.
При окончании шва наплавьте чуть больше металла перед тем, как убрать электрод, чтобы избежать кратера от всплеска нижних слоев металла. Сделайте 1-2 круга и чиркните назад по шву.
- Чиркните электродом для получения дуги.
- Раздвиньте ванну до требуемой ширины, чтобы шов был одинаковой.
- Удерживайте постоянный зазор дуги.
- Ток сварки должен быть достаточен для того, чтобы ванна растекалась.
- Расширяйте сварочную ванну, используя давление дуги.
- Следите за краями и формирующимся швом.
- Добавьте наплавляемого металла перед остановкой.
для бытового применения — ЛЕВША-200для профессионального применения на 220В — ПРОФИ ARC 200для профессионального применения на 380В — ПРОФИ MMA 315
xn--80aaeoxurebr5b.xn--p1ai
Уроки дуговой сварки для начинающих мастеров
Сегодня профессия электросварщика довольно редкая. Для аккуратного выполнения сварочных работ требуется усидчивость, огромное терпение и, конечно, ответственный подход со стороны работника. Уроки сварки должно происходить в специализированных учебных заведениях, где студентам в подробностях описывают всю технологическую часть и проводят практические занятия.
Сварщик обязательно должен хорошо разбираться в технологии выполнения дуговой сварки, ведь чтобы шов получился надежным и прочным потребуется соблюдать множество условий. Сварка для начинающих в первую очередь должна начинаться с техники безопасности.

Во время сварочных работ образуется настолько мощный яркий свет, что можно легко прожечь сетчатку глаза. Поэтому прежде чем приступать к сварочным работам, необходимо обязательно позаботиться о защитной маске. Фильтр для маски подбирается в зависимости от того, какой величины ток будет использоваться во время сварочных работ. Кроме того, варить метал намного проще, когда отчетливо видишь весь фронт работ.
Чтобы избежать ожогов рук и всего тела необходимо обязательно пользоваться защитной одеждой. Обучение сварке всегда начинается с азов. Чтобы разобраться со сварочным аппаратом, необходимо хорошо изучить принцип его действия.
Существуют агрегаты переменного и постоянного тока
Именно вторым видом предпочитают пользоваться сварщики-профессионалы. В сварочном аппарате имеются два отвода, которые имеют разную полярность. От того, какая полярность будет выбрана для обрабатываемого изделия, зависит вся дальнейшая работа. Правильно подключать положительный полюс к изделию, а отрицательный к электроду, тогда будет соблюдена прямая полярность.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
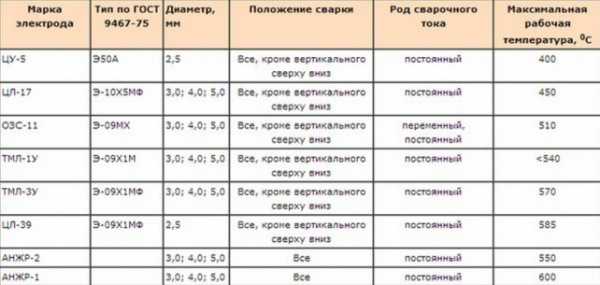
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.
Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. Техника сварки, прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в технологии сварочных работ. Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Многие начинают пугаться внешнего вида проделанной работы. Однако если правильно отбить остатки покрытия электрода, под шлаком можно обнаружить красивый, равномерный шов. Именно он говорит о качестве выполненной работы и профессионализме сварщика. Вскоре варить металл станет намного проще, ведь каждая следующая работа будет намного лучше предыдущей.
Похожие статьиgoodsvarka.ru
Электродуговая сварка для начинающих - основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.
Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.

Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
zavarimne.ru
Электродуговая сварка для начинающих: технология, оборудование
Среди всех современных разновидностей способов соединения металла электродуговая сварка является одним из самых востребованных, так как она отличается простотой и относительно невысокой себестоимостью. Именно эта разновидность появилась одной из первых и до сих пор сохраняет свою популярность. В основном, изменениям подвергается только техника, которая необходима для проведения процесса, хотя принцип действия остается прежним. Современные аппараты служат для преобразования электрического тока под нужные параметры и могут питаться от обыкновенной розетки. Если сначала это были громоздкие трансформаторы, у которых сложно было подобрать точное значение параметров, то сейчас это компактные инверторы, на некоторых из которых установлена цифровая шкала. Также они не уступают трансформаторам по мощности.

Процесс электродуговой сварки
Область применения
Электродуговая сварка для начинающих является наиболее простой в освоении. Именно по этой причине именно ее чаще всего используют в бытовой сфере. Для этого существует широкий спектр компактных сварочных инверторов. Но этим все не ограничивается, так как имеется и более серьезная техника, а также узкоспециализированные расходные материалы. Чаще всего сварку такого рода применяют для соединения углеродистых сталей, но при необходимости может осуществляться сварка цветных металлов, высокоуглеродистой стали, нержавейки и высоколегированных металлов и их сплавов. Все это проходит проблемно, так что в профессиональной сфере стараются использовать иные методы, такие как аргонодуговая сварка, но благодаря простоте этого метода в частной сфере нередко используют именно его. Это может привести к появлению брака, с большой вероятностью. Справиться со всеми сложностями могут только опытные сварщики. В промышленности, при создании металлоконструкций, или в строительстве данная методика применяется для самых простых и менее ответственных швов.
Преимущества
Электродуговая сварка получила широкое распространение и высокую востребованность благодаря следующим качествам:
- Нет необходимости в длительных подготовительных процедурах, так что аппарат быстро настраивается;
- Как сами аппараты, так и расходные материалы к ним отличаются мобильностью и компактностью;
- Шов обладает относительно низкой себестоимостью, если сравнивать с более современными методами сварки;
- Стоимость оборудования также не является слишком высокой;
- Электродуговая сварка является более безопасной, чем газовая;
- Работы проводятся практически с любыми толщинами металла;
- Создание шва получается достаточно быстрым;
- Сварочные инверторы работают от обыкновенной бытовой сети;
- Имеется огромный выбор сварочной техники с самыми разнообразными параметрами;
- Техника и расходные материалы находятся в свободном доступе.
Недостатки
В то же время электродуговая сварка обладает рядом недостатков, которые и привели к развитию более современных методов соединения металла. Среди основных негативных моментов стоит отметить следующие:
- Из-за высокой скорости проведения сварочного процесса порой сложно сформировать валик хорошего качества;
- Обмазка сварочных электродов может быть отсыревшей, что приведет к попаданию водорода в сварочную ванну, а это грозит появлением трещин, свищей, пор и прочих дефектов;
- Цветные металлы очень плохо свариваются, так что риск появления бракованного шва здесь становится очень высоким;
- Швы, полученные данным методом, становятся менее надежными;
- Здесь почти всегда нужно использовать флюс и прочие дополнительные материалы для улучшения качества сварки;
- Наблюдается слишком большая зависимость от внешних условий, от которых не всегда защищает покрытие.
Виды электродуговой сварки
Ручная дуговая сварка может проводиться в двух различных видах. Первым является стандартный, когда применяется обыкновенный трансформатор или инвертор, а металл шва получается из плавкого электрода. Таким методом осуществляется подавляющее большинство операций. Именно он и ассоциируется с понятием «ручная дуговая сварка». Здесь допустимо использование флюсов и других стандартных материалов.

Электродуговая сварка покрытыми электродами
Вторым видом является сварка, которая проводится неплавким электродом, или плавким без покрытия, в среде защитных газов. Данный метод также проводится вручную и здесь задействована дуга, в качестве основной температурной силы. Здесь нужен больший опыт работы с металлом, так как технология более сложная и затратная, так как проводится дополнительное подключение газовой горелки.
Схема
Схема проведения электродуговой сварки выглядит следующим образом:
Схема электродуговой сварки
- Стержень электрода;
- Защитное покрытие над стержнем;
- Газовая защита, которая получается благодаря расплавлению покрытия дугой;
- Сварочная ванна с расплавленным металлом;
- Корка образовавшегося шлака на остывшем металле;
- Шов;
- Основной материал;
- Капли металла.
Технические характеристики
Основным видом техники, который используется для такой процедуры как ручная дуговая сварка, является сварочный трансформатор. Оборудование для этого процесса подбирается под каждую операцию отдельно, если есть такая возможность, но в большинстве случаев стараются обзавестись универсальным инвертором, благодаря которому можно выполнять большинство всех операций. Для этого требуется точно знать характеристики используемой техники. Здесь приведены основные показатели одних из самых популярных моделей.
Параметры трансформатора | ТДМ22 | ТДМ140 | ТДМ169 | ТДМ180 | ТДМ121 |
| Напряжение переменного тока в сети частотой50 Гц, В | 180 — 240 | 220 | 220 | 220/380 | 220 |
| В каком диапазоне можно регулировать сварочный ток, А | 80 — 220 | 40 — 140 | 50 — 160 | 40 — 180 | 40 — 140 |
| Продолжительность беспрерывной максимальной нагрузки за определенный период времени, % | 20 | 15 | 20 | 20 | 20 |
| Напряжение х.х, В | 58 | 50 | 63 | 70 | 49 |
| Мощности потребления энергии, кВ*А | 9 | 7,5 | 13 | 13 | 7,5 |
| Размеры, мм | 380 х 300 х 220 | 270 х 240 х 420 | 330 х 160 х 300 | 360 х 360 х 930 | 185 х 270 х 430 |
| Вес, кг | 25 | 28 | 30 | 45 | 25 |
Технология сварки
Технология электродуговой сварки является достаточно простой, если рассматривать ее физические параметры. Но если вдаваться в нюансы проведения каждого отдельного процесса и правильную последовательность операций, то все становится намного сложнее. Сущность процесса электродуговой сварки состоит в создании и поддерживании, до тех пор, пока соединение не будет закончено, электрической дуги. Практически во всей области электротехники она является вредным явлением, но для сварки она полезное. С ее помощью можно расплавить металл и электрод, чтобы эта масса образовала единое неразъемное соединение, отличающееся крепостью.

Правильный сварной шов при электродуговой сварке
Оборудование для электродуговой сварки также является относительно простым, не считая всех особенностей настроек и дополнительных режимов в современных моделях. Ток поступает из сети на трансформатор, после чего передается на плюс и минус выводов, которыми являются «земля» и держатель с электродом. Вне зависимости от того, что какую роль выполняет, при размыкании цепи, которое осуществляется между поверхностью свариваемого металла и электродом, образуется дуга, создающая ванну расплавленного металла в месте своего нахождения.

Технология электродуговой сварки
Задачей сварщика является поддерживание дуги и перемешивание металла, чтобы он образовал крепкую однородную массу. Для этого совершаются колебательные движения с заданной амплитудой. Когда шов доходит до конца, дуга разрывается.
Техника безопасности
Электродуговая сварка является небезопасным процессом. Здесь есть риск поражения током, благодаря чему нужно соблюдать правила электробезопасности. Специалист обязательно должен проводить сварку в рабочей одежде и с применением средств индивидуальной защиты, таких как сварочная маска и прочие. Корпус трансформатора обязательно должен быть заземлен. В месте проведения работ не должно находиться легко воспламеняемых предметов. Огарки отработанных электродов запрещается выбрасывать на пол, так как это следует делать в строго определенные места.
Заключение
Технология электродуговой сварки является одной из самых простых в данной сфере, но, тем не менее, она нелегка в освоении, чтобы создать действительно качественное соединение. Ведь нужно правильно подобрать оборудование, режимы и придерживаться техники безопасности.
svarkaipayka.ru
сварка электродами, аргоном, с чего начать, советы
 Профессия сварщика несомненно требует некоторых профессиональных навыков.
Профессия сварщика несомненно требует некоторых профессиональных навыков.
Обучение этой специальности проводят в училищах и ПТУ, где студенты проходят теоретический и практический курс.Но навыками сварщика не трудно овладеть и самостоятельно, если пользоваться грамотными и эффективными советами в руководствах по электрической дуговой сварке.
Начало самостоятельного обучения сварке
 Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Прежде всего будущему сварщику или соискателю, желающему приобрести навыки для самостоятельного владения сваркой необходимо разобраться в самой технологии сварки.
Не нужно углубляться в строение инвертора или выпрямляющего трансформатора, единственное, чего будет достаточно, так это следующее правило: для возникновения электрической дуги между электродом и поверхностью для сварки должен быть образован замкнутый контур.
Для того, чтобы получить замкнутый контур необходимо сделать следующее: от баласного реостата протянут “нулевой” ус, который необходимо закрепить на массу, то есть на поверхность для сварки.
В этом случае ток начнет циркулировать по контуру, и возникнет дуга.
Главным, что должен уяснить сварщик, так это первичные меры предосторожности и техники безопасности:
- главным вредным фактором электродуговой сварки является сильное световое излучение.
Для избежание таких последствий необходимо пользоваться защитными сварочными щитками, которые оснащены поляризационными фильтрами.

По исполнению существует множество щитков, которые можно выбрать самостоятельно;
Кроме световой нагрузки сварка опасна ожогами и термическими поражениями, так как соединение металлических кромок достигается путем их оплавления.
В настоящее время существует множество вариантов сварочных костюмов, лидирующее место среди которых занимают костюмы из замши или кожаных производных;
- кроме того дуга в сварке достигается наращивание электрической силы, замкнутой на электрод.
Необходимо защищать руки резиновыми перчатками, которые предотвратят поражение сварщика электрическим током.
 Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
Работа дуговой электрической сварки с баласного реостата или инверторного преобразователя практически невозможна без использования выпрямителей. Читайте статью о сварочных выпрямителях.
В настоящее время существует довольно-таки много сварочных электродов различной маркировки. Какие есть виды электродов и как выбрать подходящий электрод смотрите здесь.
Сварка электродом для начинающих
 После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
После освоения кратких теоретических данных по сварке можно непосредственно в рабочем процессе постичь все нюансы производства.
Приступаем к работе: для начала необходимо установить замкнутый контур “Заготовка-заземление-баласный реостат (инвертор)”.
После этого можно попытаться зажечь дугу, первый раз, как правило, это не удается никому.
Для того, чтобы зажечь дугу нужно пару раз отрывисто прикоснуться кончиком электрода к металлической заготовке.
Когда зажглась дуга, то можно начать прокладывать шов. Есть несколько характерных приемов, которые подойдут для начинающих: движение “полумесяцем” и “перетаскивание” – своеобразные техники работы электродом в сварочной ванне.
Важно: следует не допускать залипания электрода в сварочной ванне, так как при этом весь ток идет обратно на реостат баласника, а это может привести к короткому замыканию и поломке инвертора. Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Этот способ широко применяют автолюбители и сантехники – холодная сварка металла широкодоступна и не требует специальной подготовки и сложного оборудования. Узнайте для себя все о холодной сварке.
Хотите не только расширить свои познания в области сварки, но и обучиться ее применять профессионально? Читайте тут статью о том, как пройти аттестацию на сварщика.
Советы начинающему сварщику
Сварка электрической дугой производится из двух положений:
- верхнее положение.
При верхнем положении сварщику следует соблюдать осторожность;
Расплавленный метал может начать стекать на сварщика, для того, чтобы это избежать необходимо варить поверхность короткими шовчиками по 2-3 сантиметра, а потом увеличив длину шва, проварить его полностью.

- нижнее положение полностью безопасно для сварщика, но иногда сварка в таком положении требует наложение дополнительного проварочного шва.
Положение электрода:
- горизонтальную прямую поверхность желательно варить под углом в 60 градусов, это обеспечивает равномерное наложение расплавленного электрода на сварочную ванну.
После проваривания шва необходимо сбить шлак, который образуется в процессе сварки. Электроды со стеклянной обсыпкой проваривают шов, от которого шлак отпадет самостоятельно;
- вертикальное положение заготовки требует того, чтобы электрод подносился под углом 90 градусов.
В труднодоступных местах можно использовать гнутый электрод.
 Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Почему предприятиям выгоднее использовать лазерную резку, и в чем ее особенность? Это и многое другое, читайте в публикации о лазерной резке металла.
Специалисты в штате ремонтной компании должны иметь большой опыт работы по ремонту сварочных аппаратов и иметь высокий уровень квалификации. Детали о ремонте сварочных аппаратов, смотрите здесь.
Сварка аргоном для начинающих
 Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном – это метод сварки, который технологически отличается от электрической дуговой сварки.
Сварка аргоном, как правило, производится на автоматических сварочных агрегатах, которые управляются сварщиком, к тому же манипуляции с заготовками так же осуществляются человеком.
Аргон необходим для защиты сварочной ванны от проникновения кислорода.
Начинающему сварщику нужно знать о том, что попадание воздуха в сварочную ванну приведет к порче и искривлению шва, искрению при работе электродом в сварочной ванне.
Соблюдение всех нюансов, которые описаны выше позволит простому новичку начать карьеру сварщика, хотя бы в своем собственном гараже, постепенно совершенствуя свое мастерство.
Читайте также:
 4 особенности обучения сварщиков Сварщик - специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […]
4 особенности обучения сварщиков Сварщик - специальность, которая требует от мастера специальных навыков и умений в работе с раскаленным металлом, кроме того необходимо разбираться […] Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
Как вести журнал сварочных работ Журнал сварочных работ особенный технический документ, который позволяет осуществлять контроль за проведением сварочных работ, их качеством, […]
metallmaster.org
Электросварка для начинающих
Профессия электросварщика когда-то была одной из самых востребованных практически во всех сферах производства. Хороший сварщик ценился как на стройке, так и в автосервисе, как в ЖЭКе, так и в механизированной сельхозбригаде. Сварщики очень ценились, а процесс обучения занимал несколько лет. Сегодня учиться не модно, все спешат, хотят все и сразу, поэтому получили популярность пособия «Как научиться управлять башенным краном за 15 минут» и тому подобные глупости. Что касается сварки, мы не научим виртуозно владеть сварочной вилкой, идеально держать дугу и укладывать аккуратные швы. Мы просто расскажем как.
Содержание:
- Что такое дуговая электросварка и как ей пользоваться
- Особенности сварного соединения
- Оборудование для электросварки
- Электроды для дуговой сварки
- Приемы ручной электросварки
Что такое дуговая электросварка и как ей пользоваться
Мы не ставим цель ознакомить аудиторию со всеми тонкостями сварочного ремесла, поскольку в большинстве случаев это и не нужно. Те, кто хочет в совершенстве овладеть профессией, знают, что делать. Разберемся в азах сварочного дела, чтобы хотя бы иметь понятие о процессе, и если после прочтения кто-то сможет приварить хотя бы оторванный прут от решетки или поставить металлическую латку на дачный бак для воды, это уже победа. Так вот, электросварка для начинающих должна начинаться с понятия о том, что такое электродуговая сварка.

Процесс сваривания металлических деталей посредством пропускания электрического тока через них и сварочный электрод, называют электродуговой сваркой. Ток может быть как постоянный, так и переменный. Электричество подается на сварочную вилку, в которой закреплен сварочный электрод и на свариваемую деталь. Под действием электрического тока между электродом и деталью возникает электрическая дуга, которая плавит электрод, металл, а в результате две детали соединяются между собой на молекулярном уровне. Вкратце, так.

Особенности сварного соединения

Прочнее и долговечнее соединения двух металлических деталей, чем сварка, не придумали еще ничего. Если сварочный шов уложен правильно и по технологии, то соединение можно считать пожизненным. В результате пластической деформации материалов электрода и деталей происходит обмен молекулярными связями между материалами. Этого же результата можно достичь и другими методами, такими, как лазерная сварка,ультразвуковая сварка, газовая сварка, но самым доступным остается электродуговой метод.
Оборудование для электросварки

Конечно, без определенного оборудования ни о какой сварке речи быть не может. Сварочный аппарат можно сделать своими руками, но это отдельная история. В любом случае, нужно знать для каких целей необходима сварка, и только тогда можно составлять список оборудования. Мы рассмотрим самый простой райдер сварщика для бытовых целей из того, что можно недорого купить в любом магазине. Поскольку сварка у нас электрическая, то будем выбирать один из трех типов устройств, которые преобразуют напряжение бытовой сети.
- Трансформаторный сварочный аппарат. Самый простой и незамысловатый трансформатор. Только он должен иметь несколько регулировок, которые пригодятся для изменения силы тока. Такой аппарат тяжелый, но простой и недорогой. Недостатками его считают высокое потребление электроэнергии, а словить дугу на таком аппарате нужно поучиться.

- Выпрямительные аппараты. Выпрямитель, судя по названию, преобразует переменный ток в постоянный. Такой аппарат имеет постоянные выходные характеристики, что позволяет получить стабильную дугу, независимо от напряжения в сети. Отличается неплохим качеством шва.

- Инверторные сварочные аппараты. Самые совершенные аппараты с несколькими степенями регулировки. Они преобразуют переменный сетевой ток в постоянный, причем приводя его характеристики к идеальным для укладки сварочного шва. Инверторы более компактны, имеют сравнительно небольшой вес, экономичнее, чем трансформаторы и более эффективны.

Электроды для дуговой сварки

Электрод служит для того, чтобы во время плавки проводить электрический ток от вилки к свариваемым деталям. Электроды бывают разной толщины и она зависит от того, какой металл нужно сварить, какая его толщина и какая нагрузка будет подаваться на свариваемый узел.
Электрод состоит из проволоки специального сплава и оболочки, которая катализирует процесс сварки и во время горения дуги плавится и перегорает в шлак. В бытовых условиях, как правило, применяются электроды толщиной 3-5мм. Более толстые требуют уже более мощного сварочного аппарата и применяются в основном в строительстве и на производстве.
Приемы ручной электросварки

Перед, как сделать первый шов, необходимо тщательно зачистить поверхность, удалит с нее пыль, ржавчину и все, что может мешать прохождению тока. Далее на словах все очень просто: 
- Вставляем в сварочную вилку электрод.
- Подключаем второй вывод из аппарата к свариваемой конструкции.
- Убеждаемся в том, что ток проходит по цепи, для этого можно коснуться электродом детали. Искры пошли, значит все нормально. Будем ловить дугу.
- Подносим электрод к свариваемым деталям. На определенном расстоянии от будущего шва возникает электрическая дуга, электрод начинает плавиться и плавить металл.
- Угол наклона электрода к плоскости сварки должен быть в пределах 60-70 градусов.Нужно стараться не потерять дугу по длине всего шва. Тогда соединение будет максимально прочным.
- Регулируем силу тока. С первого раза шов может не получиться. Если ток сварки слишком большой, металл прогорит. Если ток слишком маленький или электрод сырой, тогда он будет прилипать к свариваемой поверхности.

Тонкостей много, но кто не пробует, у того ничего не получается. Не нужно бояться электросварки. Хороший сварочный аппарат станет надежным помощником и в доме, и на даче, и в гараже. Главное — опыт. Удачных экспериментов!
Читайте также Сварочные маски хамелеон — как выбрать, Точечная сварка своими руками из микроволновки, Как правильно варить электросваркой
nashprorab.com
Дуговая сварка: электроды, видео уроки, советы
Дуговая сварка – это такой прием сварки, при котором детали изделия нагреваются до температуры плавления путем воздействия электрического дугового импульса.
Вариантов проведения сварки масса, это сварка под флюсом, дуговая сварка в защитных газах, ручная сварка.
Методы электросварки
Дуговую сварку вручную проводят посредством переменного или постоянного тока в электродах, покрытых особой обмазкой.
Тот, кто руководит ходом сварки, своими руками переносит дугу вдоль краев металла, контролируя ход плавления и поднося электрод к обрабатываемому участку.
Для сваривания вручную чугуна можно смело пользоваться чугунным электродом. В диаметре он может составлять 6-15 мм. Лучшее решение – электроды малого диаметра и низкие токи.

Также для сварки чугуна вручную подходят электроды на медной или никелевой основе.
Если электрод содержит и никель, и медь, то он может использоваться для сварки чугуна уже без предварительного подогрева.
Для сварки чугуна, если края сварочного шва потом будут обрабатываться, не советуют использовать стальной электрод.
Сваривание под флюсом – способ механизированный. Он проводится посредством оголенной электродной проволоки.
Свариваемый участок предохраняется от взаимодействия с воздухом флюсом.
Это вещество вступает в реакцию с расплавленной поверхностью металла и изменяет его структуру, улучшая химические характеристики.
Флюсом называют сыпучий крупчатый состав. По назначению он может применяться при сварке разных типов стали, цветного металла и сплава. А по технологии производства он бывает плавленым и не плавленым.
В промышленных масштабах популярна автоматическая дуговая сварка под флюсом.
Автоматическая дуговая сварка отличается тем, что проволоку на участок дуги, перемещаемой вдоль кромок изделия, подает автомат.
Когда сварка под флюсом не полностью автоматическая, действует полуавтомат, то есть проволока подается автоматически, но своими руками переносится дуга.
На большой скорости производится многодуговая сварка. Существует сваривание, которое выполняется в три фазы, и сварка под флюсом посредством расщепленного электрода.
Чтобы восстановить изношенные элементы изделия, можно варить их под флюсом в оси.
Сварочный аппарат, которым необходимо варить под флюсом, бывает разной серии. Полуавтомат выпускается под сериями ПШ-5 и ПШ-54, а автомат – ТС-17М и АДС-1000.
Видео:
Почти ничем не отличается от сварки под флюсом плавка металла порошковой проволокой с помощью углекислого газа, поскольку металлический элемент приобретает те же свойства.
А дуговая сварка в защитных газах предполагает то, что участок дуги защищен от влияния воздуха специальным газом.
Это может быть газ вроде аргона или гелия или активный газ, например, реагирующий со структурой металла азот.
Чистый аргон активно используется как защитный газ, когда идет сварка по алюминию.
Во время сваривания по алюминию нужна регулировка частоты тока. Такую функцию как раз и имеют аргонодуговые аппараты.
Сложный процесс – сварка в аргоне чугуна. Большое содержание углерода делает его очень хрупким материалом, который трудно сварить.
При сварке аргоном чугуна применяют никелевые или бронзовые присадочные прутки.
Сварочный процесс под защитой газов ведется с помощью неплавящегося или плавящегося электрода.
Варить под аргоном предпочтительнее цветной металл, нержавеющую сталь или сплав.
Когда необходимо лишь слегка окислить в зоне дуги углеродистую или легированную сталь, то используют сварку под углекислым газом.
Если металл тонкий, то есть его толщина менее 3 мм, целесообразнее варить с помощью неплавящегося вольфрамового электрода.
Графитовый или угольный неплавящийся электрод необходим при сварке тонкого изделия толщиной полтора-два мм.
Действуя неплавящимся электродом, можно проводить сварку тонкого изделия своими руками.
Когда материал толстый, применяют сварку плавящимся электродом. Эти виды сварки подходят для стали толщиной более 0,8 мм, он гарантирует образование прочного и качественного соединения.
Использование плавящегося электрода требует полной автоматизации, или хотя бы понадобится сварочный аппарат-полуавтомат.
Широко используется импульсно дуговая сварка. Такое сваривание рекомендовано для тонкого металла, очень подходит алюминию.

Им легко варить потолочный или вертикальный шов, так как почти ничего не разбрызгивается и обеспечивается высокое качество сварки.
В отличие от стандартной процедуры сварки, данные виды сварки не приводит к деформации изделия. Здесь понадобится обычный аппарат и специальный агрегат для подачи импульсов.
Азы электросварки
Чтобы постичь основы дуговой сварки, надо иметь на руках аппарат для сварки и электроды.
В период обучения их понадобится много, какие-то просто испортятся, пока будут предприниматься попытки произвести сварку своими руками.
Самые подходящие электроды для дуговой сварки в период обучения составляют в диаметре 3 мм.
Электроды должны быть именно такой толщины, поскольку более тонкими выполняют сварку тонкого материала, что могут сделать только сварщики с опытом.
Также не стоит брать электроды более 3 мм толщиной, поскольку они могут дать большую нагрузку на сеть.
Сварка дугой для начинающих потребует терпения, но научиться правильно приваривать металлические детали и изделия из чугуна вполне реально.
Главное правило для начинающих — больше практики!
Видео:
Но чтобы начать уроки по свариванию с уверенностью, начинающим рекомендуется посмотреть обучающие видео по сварке, предложенные в нашей статье. Также необходимо усвоить советы по технике безопасности сварки.
Чтобы разобраться в специфике сваривания чугуна и разных металлических предметов, пройдите уроки на примере ненужного металлического куска.
Вблизи приготовьте ведро с водой. Не пробуйте варить электродом на деревянном предмете — техникой безопасности это запрещено!
Будьте бдительны, поскольку крошечные остатки примененного для сваривания электрода способны привести к возгоранию. Эти правила диктует техника безопасности при сварке.
В первую очередь, уроки, обучающие как правильно варить металлические конструкции, указывают, что обрабатываемая деталь в целях безопасности должна быть крепко зафиксирована зажимом «заземления».
А кабель, как говорит техника безопасности, нужно тщательно спрятать и убрать в электрододержатель.
Этот инструмент обеспечивает быструю смену электродов. Электрододержатель должен выдерживать повышенные нагрузки, элементарно собираться — это тоже диктуется правилами безопасности.
Главное условие — электрододержатель должен быть удобным в работе.
Простую конструкцию имеет электрододержатель винтового вида, при этом он весьма практичен. Максимальный показатель тока – 500А. Вес инструмента – 300-750 гр.
Электрододержатель можно соорудить и своими руками, соблюдая технику безопасности.
Потребуется кусок трубы из меди 25 см длиной. К ней с одного конца приваривается металлическая пластина в форме половины кольца, ее край должен быть загнут.
Видео:
На другом боку трубу нужно сплющить и просверлить небольшую дыру. Туда крепится наконечник кабеля, а потом на эту часть трубы устанавливают отрезок дюритового шланга.
Электрододержатель нельзя перегружать в течение работы по правилам техники безопасности, то есть нужно делать небольшие перерывы.
Когда электрододержатель зафиксировал электрод, включают сварочный аппарат, выставляя на нем коэффициент силы тока. Этот показатель должен быть равен цифре диаметра электрода.
После того как электрододержатель и сварочный аппарат подготовлены, можно испытать себя, то есть зажечь дугу своими руками и начать варить, соблюдая правила техники безопасности.
Электрод необходимо установить под определенным углом к металлическому предмету, по правилам этот угол обычно составляет примерно 60 градусов.
Теперь нужно не спеша провести электродом по металлу. Появились искры – пора затронуть металл электродом и немного поднять его, оставляя пятимиллиметровый зазор.
Дуга обязательно зажжется, если процедура проделана правильно. Не нужно забывать, что промежуток в 5 мм поддерживается в течение всей работы. Электрод постепенно выгорает, его передвигают неторопливо.
Если электрод стал прилипать, то его резким движением просто отклоняют в сторону. Когда дуга расстоянием в 2 или 3 мм не зажигается, добавляют мощность электрического тока.
Видео:
Необходимо попытаться сделать стабильную дугу, длина которой составляет от 3 до 5 мм между обрабатываемым элементом и краем электрода.
Если эти первые уроки для начинающих пройдены успешно, то можно попытаться правильно наплавить валик.
Дугу зажигают и медленно передвигают в горизонтальном направлении, совершая волнообразные движения. Плавящийся металл нужно как бы сдвигать к середине дуги.
В идеале появится ровный шов, на котором будут выступать небольшие волны материала наплавления.
Технология ручной дуговой сварки
Дугу правильно зажигают путем прямого отрыва электрода, когда произошло короткое замыкание, или скольжением по поверхности его края.
Технология сварки любого материла, в том числе чугуна, требует, чтобы электрод перемещался по трем направлениям.
Первый прием – постепенное движение по самой оси электрода. Это направление поддерживает стабильную длину дуги.
Длина дуги во время сваривания своими руками должна колебаться между двумя величинами – 0, 5 и 1, 2 диаметра электрода.
Если дуга будет чересчур маленькая, то шов сформируется плохо, и может возникнуть короткое замыкание.
Видео:
Если дуга будет слишком длинная, то снизится глубина провара, и сварочный шов будет хуже по механическим характеристикам.
Второй прием – движение электрода по длине оси валика, чтобы образовался шов. С какой быстротой совершается это перемещение, зависит от мощности электротока, размера электрода и времени его плавления.
Если не совершаются поперечные движения электрода, то шов будет тонкий, то есть его ширина составит 1,5 диаметра электрода. Такой шов предпочтительнее варить на поверхности тонкого листа.
Последний прием – техника движения электрода по ширине самого шва. Это необходимо, чтобы шов соответствовал необходимой ширине и глубине плавления.
Если по шву прошлись правильно, то его ширина будет составлять 1,5-5 диаметров электрода.
Сварка дугой также выполняется исходя из того, в каком пространственном положении расположен сварочный шов.
В нижнем положении важно, чтобы сечения проплавлялись полностью и не образовывались прожоги.
Если идет сваривание угловых швов, то нужно повернуть изделие на 45 градусов или пользоваться наклонным электродом.
Если сваривание выполняется своими руками в вертикальном положении, то на создание шва влияет стекание расплавленного материала.
Оттого швы по вертикали делают на подъем, тем самым обеспечивая нужную степень провара.
Правда эти виды сварки выполняются медленно и годятся только для тонкого изделия, что объясняется малой глубиной проплавления.
Чтобы правильно сделать потолочный или вертикальный шов, придется постараться. Чтобы расплавленный материал не вытекал из сварочной ванны, когда делаешь вертикальный или потолочный шов — его удерживают поверхностным натяжением.
Размеры сварочной ванны лучше уменьшить, выполнять сварку непродолжительными замыканиями так, чтобы потолочный рубец успевал немного подвергнуться кристаллизации.
Проделывать потолочный или вертикальный шов своими руками не всегда целесообразно, если необходимо сваривать тонкие металлические конструкции, вроде кузова автомобиля.
Для сваривания тонкого изделия лучше применить сварочный аппарат полуавтомат, имеющий ряд преимуществ.
Сварочный полуавтомат отличает малая площадь нагревания, не надо тщательно подгонять свариваемые детали. Полуавтомат требует использования углекислого газа, а он дешевле ацетилена.
К тому же, сварочный аппарат полуавтомат работает в 2 раза лучше, чем при работе сваркой своими руками.
Видео:
Аппарат полуавтомат для сваривания чугуна, железа или алюминия состоит из сварочного трансформатора и выпрямителя, кабелей, переносного блока, баллона с газом и редуктора.
Также полуавтомат оснащен держателем с кнопкой пуска. Отечественные виды – это оборудование марок А-537 и А-537У.
Аппарат полуавтомат потребляет много энергии, поэтому в целях безопасности перед работой с ним нужно проверить, до упора ли закручены сварочные кабели.
rezhemmetall.ru










